
歡迎進入藍能官方網站!
【電話熱線】020-34154005
抖音掃碼關注



微信掃碼咨詢
【手機微信】13922491768
020-34252975
- 1
- 2
- 3
- 4
產品中心
Products Center
sn-Pb合金作為可焊性鍍層已經有多年歷史,其顯著優點是降低焊接時的熔點及防止錫須的生成,但鉛的毒性很大,鉛對環境及人體健康有潛在的威脅。人們期待著無鉛焊料及與此相應的電鍍工藝。因此,無鉛可焊鍍層的開發是電子組裝行業綠色生產的根本。
電鍍純錫具有無毒、高耐絀性、較好的可焊性、柔軟性、銀白色外觀等優點,其電氣性能可以達到或超過錫鉛合金,而且工藝簡單,在電子元件及印制板等領域應用十分廣泛。但是,電鍍純錫鍍層容易形成錫須,對于集成電路、半導體、晶體管以及對電性能、附著力要求較高的精密電子元件,要求電鍍層不能形成錫須,鍍層即使長時間存放,仍能保持優良的可焊性及抗蝕性。對玻璃封接電子器件中要求焊接端頭鍍層均勻,可焊性好,小能對電子元器件的電性能產生不良影響。
本文采用特定的工藝配方,在玻璃封接電子元器件可伐合金殼體上電鍍純錫。主要研究了電鍍時間、電流密度等工藝因素及老化處理對錫鍍層厚度及可焊性的影響。通過SEM、x.射線熒光鍍層厚度測試,EDS及可焊性測試對元件鍍錫層的厚度、表面成份及鍍層的可焊性進行了表征。
2 實驗方法
2.1主要原料與儀器
原料:硫酸亞錫,化學純;硫酸,化學純,密度為1.8 g/cm3;SNR-3A,配缸劑;TNR-3,穩定劑。
儀器:JSM-6460(日本)鎢燈絲掃描電子顯微鏡,FIS(:HERSCOPE(德國1x-射線熒光鍍層厚度測試儀,SAT-5100(日本)可焊性測試儀。
2.2電鍍液成分及工藝條件
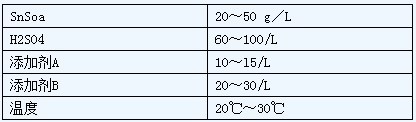
鍍液的配制:先將計量的蒸餾水(或去離子水)的2/3倒入鍍槽內,緩慢加入計量的全部硫酸,此時槽內溫度迅速上升,然后在不斷攪拌下加入硫酸亞錫,待硫酸亞錫全部溶解并冷卻至室溫后,再加入需要量的添加劑A和添加劑B并攪拌均勻,配制的溶液應清澈透明。
2.3工藝流程
除油一水洗一酸洗一水洗一去離子水洗一鍍純錫一水洗一中和一水洗一封閉一水洗一保護劑一水洗一離心一烘干
2.4老化試驗
實驗裝置如圖l所示,在96℃下,蒸汽老化樣品8 h。

1.5可焊性測試
經老化試驗后,進行可焊性測試(采用潤濕稱量法1。
測試條件為溫度245℃,深度2.0 mm,速度為3 mm/s。其中焊劑為質量分數為25%的松香異丙醇,呈中性;焊料為質量分數為63%的錫+37%的鉛的錫鉛合金。冷卻后以全部被潤濕的試樣的最短時間,評定鍍層的可焊性,一般以潤濕時間小于2s為佳;2~3s為較好;3~4s為一般;大于4s為較差。
3 結果與討論
3.1鍍錫層的SEM分析
不同電鍍時間下鍍錫層的截面形貌分布圖如圖2所示。
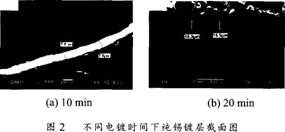
從圖2中可以看出,沉積時間增長,鍍層在不斷增厚。鍍層中晶粒粒度越來越大,粗糙度也隨之增大。電鍍時間為10 min時,鍍層致密,表面平整,厚度約為7.8恤m,如圖2所示,當時間增長到20 min,致密度下降,厚度增加到15.3恤m左右,這主要是由于反應初期受金屬擴散層的影響,金屬的沉積速度緩慢,晶粒結晶細小,使鍍層表面整平光滑;當基體沉積厚度增大后,金屬沉積速度明顯加快,晶粒生長速度較快,致使結晶的晶粒較為粗大。因此,一般浸鍍時間選15~20 min為宜。
3.2鍍錫層的能譜分析
通過電子能譜對鍍層截面(見圖2a中)的結構分析結果見圖3和表1。
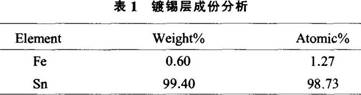
從圖3和表1中可以看出,鍍層中錫的質量分數為99.40%,含有微量的Fe元素,說明鍍層中純錫的含量很高,微量的Fe元素可能是電鍍的過程中所帶入的雜質。
2.3電流密度對鍍錫層厚度的影響
電流密度是影響合金鍍層中各金屬含量、鍍層性能、氫過電位及電耗的重要因素之一。
在25℃,電鍍時間為10 min下,鍍槽中鍍液的濃度保持不變,鍍層厚度與電流密度的關系曲線見圖4。
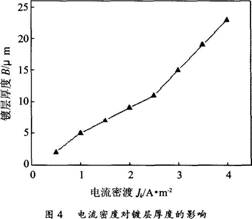
從圖4中可以看出,隨著陰極電流密度的增加,陰極極化增加,鍍層厚度也隨之增加,電流密度與鍍層厚度基本呈線性關系。當電流密度低于0-5 A/dm2時,陰極極化作用較小,鍍層結晶粗糙,光亮度低。當電流密度高于4 A/dm2時,沉積速率加快,陰極區H+放電速率加快,陰極附近金屬離子減少,氫氣大量析出,易產生條紋,使鍍層發黑,并導致工件粗糙。
2.4電鍍時間對鍍層厚度的影響
在25℃,電流密度為2 A/dm2下,鍍槽中鍍液的濃度保持不變,鍍層厚度與電鍍時間的關系曲線見.圖5。
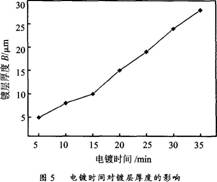
從圖5中可以看出,鍍層的厚度隨著電鍍時間的增加不斷增加,初始比較緩慢,當時間大于20 min后,增加速率增大,這主要是由于初始晶粒沉積速度較慢,鍍層較為均勻,致密。隨著施鍍時問的延長,鍍層中的粒予逐漸增大,鍍層開始變得粗糙,從而使得沉積速率增大,厚度增加速率增加。
2.5鍍錫層可焊性測試
鍍錫層經老化處理后,樣品的潤濕稱量曲線見圖6。
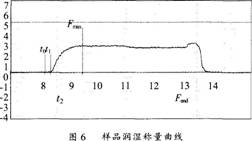
其中t0為已涂敷焊膏的試驗治具板在加熱開始時刻的保持位置,也是對試驗件開始加熱動作的時間t1。為得到作用曲線與零線開始交叉的時刻;t2為測定了潤濕力的值,在達到最大潤濕力2/3的時刻Tn為潤濕開始的時間,T0= t1-t2-T1。潤濕上升時間,T1= t1-t2;潤濕時間,T1= t1-t2如;Fmax最大潤濕力Fmax最終潤濕力。從圖6中可以看出,To=0.2s,T1=0.37s;潤濕時間丁=057s,‰=2. 79mN,Fen,l:254mN,2/3‰=1.86mN,Sb(‰/‰)=0.910根據潤濕稱量法的原理,潤濕時間越短,Sb(‰/‰>0.800)值越大,其可焊性就越好。從上述曲線可以看出老化后的純錫鍍層仍具有良好的可焊性。
2.6鍍錫層厚度對可焊性的影響
在相同工藝條件下,厚度不同的鍍錫層可焊性測試結果如圖7所示。

從圖7中可以看出,鍍層的可焊性隨著鍍層厚度的增加而增加,當鍍層厚度小于5μm時,因為鍍層太薄,再加上表面生成的氧化物層的影響,可焊性較差,無法達到焊接要求;但隨著鍍層厚度的增加,上述的影響會逐漸減少,故潤濕時間降低,鍍層的可焊性不斷提高。所以只有鍍層達到一定的厚度時,才能保證鍍錫層良好的可焊性。一般來說,在沒有表面氧化膜的前提下,鍍錫層厚度為7~16μm,就基本能達到可焊性的要求。
2.7熱處理對可焊性的影響
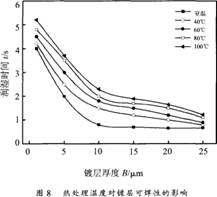
熱處理溫度對錫鍍層可焊性的影響非常大,熱處理溫度對鍍層可焊性影響見圖8。
從圖8中可以看出,鍍錫層經過40℃、60℃、80℃和100℃熱處理l h后,與常溫下相比較,鍍層的可焊性明顯下降,而且熱處理溫度越高,鍍層表面氧化物增加的就越多,可焊性下降的就越快。而且鍍錫層越薄,表面就越容易被氧化,表面生成的氧化物越厚,鍍層潤濕時間越長,其可焊性就越差,如圖8所示。
以上內容來源:網絡,原標題《高可焊性電鍍純錫 工藝及鍍層性能測試》
================================
廣州藍能電子科技有限公司專注于焊接電源,精密點焊機,脈沖熱壓機。核心產品高頻點焊機、脈沖熱壓機在國內享有盛譽,逆變點焊電源在自動化焊接中大量配套使用。我們愿為您尋找最佳焊接解決方案,公司設有工藝實驗室,歡迎前來試樣。
LN藍能中國頂尖精密電阻焊機方案提供商
公眾微信ID:cn-ln11
網站:www.btfsc.cn
電話:020-34154005/34252975;
QQ:2295546976/459359414
-
聯系我們
-
售后服務
聯系地址
廣州市白云區西槎路671號聚龍工業區29棟7樓
固定電話
020-34154005
移動電話/微信
13922491768
電子郵件
sales01@cn-ln.net





微信掃碼咨詢
抖音掃碼關注
視頻號掃碼關注
公眾號掃碼關注
廣州藍能智能裝備股份有限公司
020-34154005 / 34252975
傳真:020-34154005
QQ:459359414,2295546976
郵箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
網址:www.btfsc.cn
公眾微信號: cnlndz
地址:廣州市白云區西槎路671號聚龍工業區29棟7樓

掃一掃保存聯系方式