
歡迎進入藍能官方網(wǎng)站!
手機版 | 新浪微博 | 騰訊微博 | 網(wǎng)站地圖
【電話熱線】020-34154005
抖音掃碼關注



微信掃碼咨詢
【手機微信】13922491768
020-34252975
- 1
- 2
- 3
- 4
產(chǎn)品中心
Products Center


- 產(chǎn)品介紹
- 應用案例
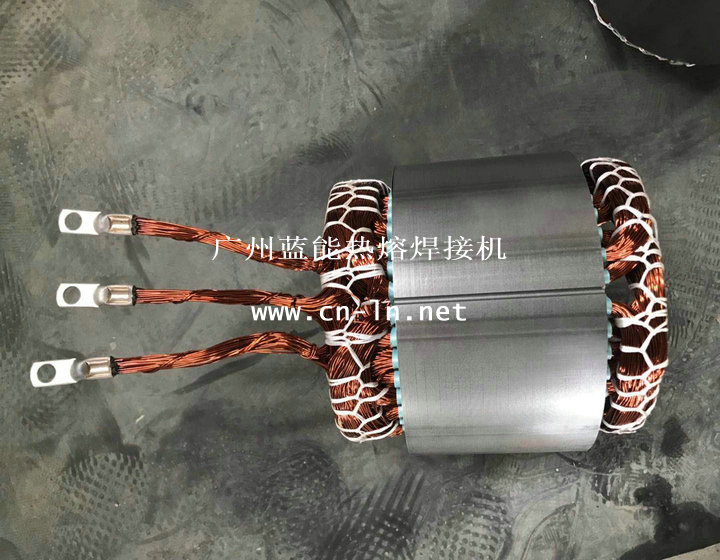
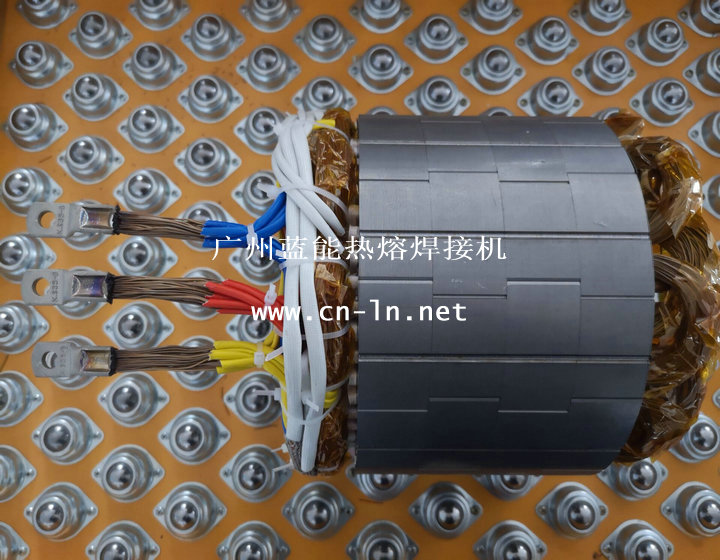
廣州藍能電動車電機定子引線焊接機 ,不用刮漆皮,效率快

公司概況
★ 公司名稱:廣州藍能電子科技有限公司
公司簡介:廣州藍能電子科技有限公司是一家專業(yè)從事高精密電阻焊設備、中頻點焊機、電阻焊中頻控制器、焊接自動化設備、電機銅管熱熔焊接機專用設備等研發(fā)、生產(chǎn)和銷售的企業(yè)。
公司技術實力雄厚,技術達國際領先水平,完全可以媲美日本米亞基、德國博世力士樂、美國聯(lián)盟設備等同行企業(yè)。
★ 主要產(chǎn)品:中頻點焊機、中頻電阻焊機控制器、電機銅管熱熔焊接機、自動化焊接設備、非標設備
★ 技術實力:開發(fā)工程師6人,機械設計3人,售后工程師5人
★ 銅管熱熔焊接機部分客戶:
法雷奧西門子電動汽車 | 日本電產(chǎn)KDS(金泰德勝電機) |
中車電機技術有限公司 | 蘇州朗高電機有限公司 |
重慶金康電動車(小康電動車) | 安徽巨一動力系統(tǒng) |
深圳大地和電機 | 蘇州韋貝電機科技有限公司(綠控集團) |
合普電機股份 | 寧波菲仕電機 |
深圳英威騰電氣股份 | 創(chuàng)驅(上海)新能源科技有限公司 |
湘電萊特電機 | 江蘇一東航空機械有限公司 |
蘇州百獅騰電氣 | 常州市武起常樂電機有限公司 |
南京越博新能源 | 江蘇超力電器有限公司 |
蘇州和鑫電氣股份有限公司 | 江蘇博能傳動 |
昆山捷云智能裝備(大連智云自動化裝備) | 上海德梅柯 |
青島法恩高科機械設備有限公司 | 江蘇本格機械 |
浙江特種電機 | 核心驅動科技(金華)有限公司 |
福建寧德時代電機 | 福建百隆電機有限公司 |
LN熱熔焊接機工作原理和步驟
LN電機定子銅鼻子熱壓焊熔接是把電極產(chǎn)生的電阻熱傳到端子上,利用這個熱量以及加壓力進行壓接。是利用電阻熱能保證首先剝離導線的鍍層,然后依靠端子的夾力來確保結合強度的熱壓工藝手段。
作為焊接支持,LN-RRJ100焊接機需要用到銅端子或銅管。
熱熔接過程包括兩項同時發(fā)生的操作:1、經(jīng)過電極之間的電流加熱銅端子或銅管并導致漆包線線漆皮汽化,2、電極作用于支架上的壓力將其壓緊成為一體,具有極高的電機性能。
1、最初的熱量將電磁線(漆包線)的漆皮氣化;
2、進一步的加熱,漆皮氣化后,為銅線和銅線連接在一起提供條件;
3、最后,進一步的加熱和施加壓力,潔凈后的銅線互相熱量傳遞擴散。不僅僅是銅線連接在一起,銅線還和端子也連接在一起。
4、在通電斷開后,壓力需要繼續(xù)保持,避免銅線連接松開。
5、通過此種熔接方法形成的連接,拉力強大和耐用,并且?guī)缀酢傲汶娮琛钡倪B接。
LN熱熔焊接機優(yōu)勢
1、不用事先去漆皮,不用焊錫,不用焊條;
2、每根漆包線100%導通,三相線電阻值差值小,一般在0.5%以內;
2、銅線清晰可見,橫切面幾乎無縫隙;
3、漆包線不能拉出,只能拉斷,單根線拉斷時相對拉力較大;;
4、銅端子或銅管變形量一致,焊接完后銅端子厚度不平衡度在0.1mm內;
6、操作人員只需要進行非常簡單的培訓,操作人員只需要開機啟動選擇參數(shù)就可以;
7、生產(chǎn)效率快,一次只需幾秒至二十秒就可以完成;
二、先進的焊接電源和變壓器
采用中頻逆變焊接電源,電流輸出穩(wěn)定,閉環(huán)控制,不會受電網(wǎng)網(wǎng)壓影響和對網(wǎng)壓沖擊。定制性變壓器,能適合電機引線焊接中大電流長時間的電流輸出。
相對于普通的工頻控制器,中頻控制器有著如下的優(yōu)點:
1. 三相交流電源輸入,用電平衡;功率因數(shù)高;
2. 對相同的焊接工件,焊接時間縮短,省電,焊接穩(wěn)定區(qū)加大;電極壽命增長;
3、軟件的特別升級,尤其滿足了電機定子引出線焊接的高要求,保證了電流的穩(wěn)定,滿足高負載的使用。
4. 能夠避免漆皮過度燒傷;
5. 對電流的快速響應控制提高了焊點的質量。
6. 獨特的熱能控制系統(tǒng)保證了在連續(xù)焊接中銅管的變形量趨于一致。
主要特點:
1.可編程最多60組焊接規(guī)范,不同的銅端子可以編程對應的規(guī)范并保存;
2.三段加熱過程:預熱、焊接、回火;
3.焊接段可以設定最大999次脈沖次數(shù)重復通電;
3.不同規(guī)范可以編程壓力控制,并可記憶保存,可不再重復設置壓力;需配合SMC電氣比例閥使用。(選配)
4.焊接電流、時間可存儲;
5.焊點計數(shù)功能。
技術參數(shù)
1.輸入電壓:三相380V,50HZ/60HZ,電源波動+10%,-20%;
2.輸出電壓:單相PWM 輸出 500V;
焊接電源控制器電流保存系統(tǒng):
電流保存系統(tǒng)可以保存每一次的焊接電流(生成EXCEL表格),為生產(chǎn)日常管理提供強大的數(shù)據(jù)支持。電流可以自適應調整大小,最終達到熱能和溫度的平衡。
三、強大的監(jiān)控系統(tǒng)保證焊接品質
一)、銅端子變形量(位移)監(jiān)控
為了保證焊接的一致性,特別開發(fā)了一套控制系統(tǒng)。這套系統(tǒng)需要借助于“西門子PLC”,位移傳感器。
通過此系統(tǒng),PLC能采集焊接時的壓力、位移參數(shù)并即時保存,監(jiān)控。
銅端子(銅管)變形量可以通過PLC設定并保存,并和電流設定的規(guī)范對應起來。在焊接時當銅端子(銅管)變形量達到所設定的值,焊接電源會停止放電,并保持1-3S,氣缸抬起,得到更趨于一致的焊接。
變形量只需通過PLC來設定,不需通過氣缸行程限制。
備注:此方案只是數(shù)據(jù)保存在U盤上,數(shù)據(jù)不能和MES系統(tǒng)對接。可以選擇數(shù)據(jù)傳輸,可以和MES系統(tǒng)對接的方案。
1、 當變形量不在設定值范圍內,會報警;
2、 銅端子變形量不平衡度在0.1mm內。
3、 可選擇掃碼槍,通過掃碼槍掃碼定子編號,保存的數(shù)據(jù)可以和定子編號對應起來
二)、壓力設置系統(tǒng)和壓力監(jiān)控系統(tǒng)
控制器(焊接電源)自帶壓力設置系統(tǒng),配合SMC電氣比例閥,針對每一種規(guī)格端子,我們都可以設置對應的壓力并且保存。這樣就避免了更換不同規(guī)格銅端子時要重新設置壓力。
1、配有SMC電氣比例閥,每一組規(guī)范對應的壓力值都可以通過控制器來數(shù)值設置壓力,并且可以保存,避免的通過手動調節(jié)調壓閥造成的壓力不一致。不同規(guī)格銅端子對應不同的壓力值可以自動切換,不需再設置。在整個焊接過程中,每一個時間斷都可以設置不同的壓力,得到更好的焊接效果。
2、配有壓力傳感器,可以實時顯示壓力值并且可以保存。壓力有監(jiān)控功能,當壓力超出設定范圍,會報警。
3、配有壓力開關,當氣壓低于設定范圍時,會報警。
4、配有精密穩(wěn)壓閥,保證氣壓的穩(wěn)定。
設備操作流程
1、工人將產(chǎn)品與治具推至焊接工作平臺內;
2、作業(yè)員將電機上所需焊接的端子位置對準至下電極焊接區(qū)域;
3、腳踩下“腳踏開關”——上電極下壓到位,上電極壓緊產(chǎn)品——再次手按下“通電開關”——焊接——焊接完成上電極自動復位——切換焊接點位循環(huán)作業(yè)——推出產(chǎn)品回歸產(chǎn)線——重復作業(yè)。(任意過程可以按急停開關復位)。
我司焊機可以保存60組參數(shù),每一組參數(shù)對應保存了焊接電流、焊接時間。
在焊接不同規(guī)格的端子時,只需通過操作界面觸摸屏選擇對應的參數(shù)。
生產(chǎn)節(jié)拍:
焊接一個線鼻子,時間 8S——20S。
主要技術參數(shù)
電壓 : | 380 V (±5%) 50-60Hz | 最大功率 (占空因數(shù)) : | 100KVA (50%) |
工作壓力 : | 6bar/0,6MP | 工作溫度 : | +10°C ÷ +40°C |
焊接溫度 : | 600°C | 耗氣量 : | 5 L/min |
程序數(shù) | 60 | 點焊頭壓力范圍 : | 氣路/油路系統(tǒng) 最大1200 Kg |
電極直徑 : | 8 -36mm (外部) | 焊接時間 : | 依焊接類型而定 |
焊接范圍 : | 連續(xù)焊接能力:整個截面5mm2-70mm2(銅管最大直徑15.5mm) | 尺寸 : (長x寬x高) mm | 800x800x1753 |




|
|
阿里巴巴旺鋪 阿里旺鋪官網(wǎng) 機電之家 中國金屬新聞網(wǎng) 中國供應商 中國制造網(wǎng) 機電商情網(wǎng)
漆包線 電機 引線 端子 定子 轉子 引出線 銅鼻子 焊接接頭 新能源 汽車 電源 變壓器 PCB焊接 點焊機 自動化 中頻 電阻焊 夾焊 點焊 熱壓焊 焊接設備 精密電子焊接 銅線 銅片焊接 線束 充電樁 |
-
聯(lián)系我們
-
售后服務
聯(lián)系地址
廣州市白云區(qū)西槎路671號聚龍工業(yè)區(qū)29棟7樓
固定電話
020-34154005
移動電話/微信
13922491768
電子郵件
sales01@cn-ln.net





微信掃碼咨詢
抖音掃碼關注
視頻號掃碼關注
公眾號掃碼關注
廣州藍能智能裝備股份有限公司
020-34154005 / 34252975
傳真:020-34154005
QQ:459359414,2295546976
郵箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
網(wǎng)址:www.btfsc.cn
公眾微信號: cnlndz
地址:廣州市白云區(qū)西槎路671號聚龍工業(yè)區(qū)29棟7樓

掃一掃保存聯(lián)系方式