LN電機定子星點線焊接機,優良率99.9%

60多家電機企業使用我司設備(包含以下客戶):
法雷奧西門子電動汽車 | 日本電產KDS(金泰德勝電機) |
中車電機技術有限公司 | 蘇州朗高電機有限公司 |
重慶金康電動車(小康電動車) | 安徽巨一動力系統 |
深圳大地和電機 | 蘇州韋貝電機科技有限公司(綠控集團) |
合普電機股份 | 寧波菲士電機 |
上海力信電機 | 創驅(上海)新能源科技有限公司 |
湘電萊特電機 | 江蘇一東航空機械有限公司 |
蘇州百獅騰電氣 | 常州市武起常樂電機有限公司 |
南京越博新能源 | 江蘇超力電器有限公司 |
蘇州和鑫電氣股份有限公司 | 江蘇伯海電驅動科技有限公司 |
江蘇博能傳動 | 常州富興機電有限公司 |
浙江賽安電氣科技有限公司 | 浙江創驅驅動 |
浙江新能機電科技 | 浙江金龍電機股份有限公司 |
浙江特種電機 | 核心驅動科技(金華)有限公司 |
福建寧德時代電機 | 福建百隆電機有限公司 |
南陽飛馳電機 | 深圳聚馬新能源 |
襄陽宇清電驅動科技有限公司 | 唐山普林億威科技有限公司 |
深圳可立克科技股份有限公司 | 江門蒙德傳控 |
深圳英威騰某子公司 | 山東得普達電機 |
青島法恩高科機械設備有限公司 | 江蘇本格機械 |
昆山捷云智能裝備(大連智云自動化裝備) |
|
備注:沒有任何一家企業能有我們合作的客戶多。我們積累了非常豐富的實踐經驗,一開始就幫你避免了任何可能的風險。假如萬一存在問題,我們也有足夠的實踐經驗幫你立即解決問題。
設備性能強大
焊接效果:
1、三相線電阻偏差小于0.5%
2、焊接后銅端子厚度偏差在0.1mm
3、漆皮氣化干凈,銅線清晰可見,無壓斷線情況
5、漆包線拉力實驗:無漆包線拉脫情況,必須拉斷,單根拉力值相對較大,總拉力趨于一致
6、銅管(端子)無焊裂,漆包線無起火現象,端子無炸裂
7、縱向剖切端子,漆包線無松散
8、橫向剖切端子,漆包線之間幾乎無縫隙,漆包線和銅端子之間幾乎無縫隙
9、漆包線全數導通實驗:利用tester驗證端子與每根漆包線間均為導通,電阻值比較一致
10、漆皮焦化面積相對小
功能概述:
1、焊接電源采用中頻逆變焊接電源,有60組規范保存
2、帶西門子1200系列PLC
3、含位移傳感器,可檢測銅端子高度,實現銅端子變形量監控,有銅端子變形量到達斷電功能,能保證焊接的一致性
4、含壓力傳感器,可以顯示實際壓力值,并保存壓力值
5、含SMC電器比例閥,含壓力設置功能,可以保存每一組規范對應的壓力設置值,切換規范時,不需重新設置壓力;一次焊接過程中可以設置不同壓力曲線,保證最佳效果。
6、有焊接電流監控、焊接時間監控、位移監控、壓力監控
7、具有電流、時間、位移、壓力上下限報警
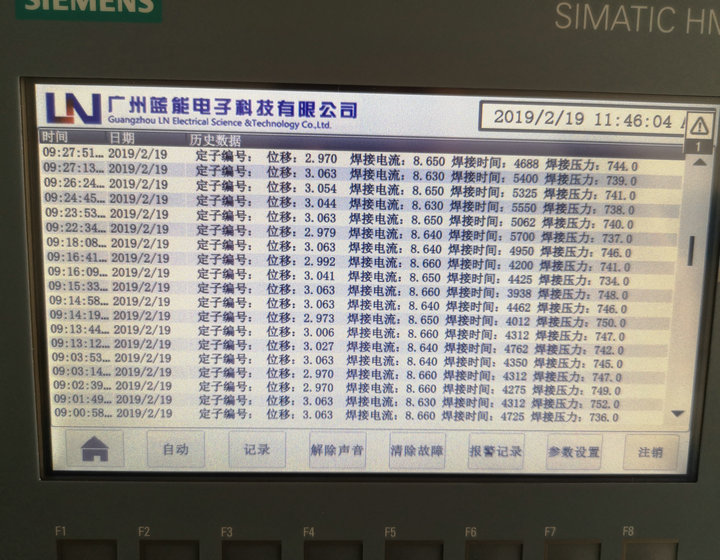
8、焊接電流、焊接時間、銅端子厚度(位移)、壓力等數據可以統一保存,可以保存在觸摸屏U盤,可以在觸摸屏顯示查看,可以保存在PLC
9、含掃碼槍,可以掃碼定子二維碼讀取定子編號,數據和編號對應保存。
10、 留有兩個網口,數據可以保存并預留端口可上傳到MES系統。網口為RJ45網口,profinet通信協議。一個網口用于與產線設備交互,另一個用于與MES通信。
11、 具有電極使用次數提示報警
連續焊接能力:
LN-RRJ100 5-50平方引出線或星點線焊接,銅管銅端子最大外徑13.5mm,漆包線單根線徑最大1.2mm
LN-RRJ125 10-120平方引出線或星點線焊接,銅管銅端子最大外徑20mm,漆包線單根線徑最大2mm
適用電機定子范圍:
1、電機定子引出線伸出電機殼體的長度要求≥20mm
2、電機定子星點線伸出電機殼體的長度要求≥20mm
3、定子外徑小于500mm
適用漆包線:耐溫等級200級及以下
電機引線焊接熱熔焊接機效果對比 |
項目 | 廣州藍能電子科技有限公司 | 國內同行 | 日本米亞基、美國聯盟設備、意大利CASTECH、德國Strunk | 備注 |
漆皮氣化干凈度 | 漆皮氣化干凈,銅線清晰可見 | 漆皮氣化相對不干凈 | 漆皮氣化干凈,銅線清晰可見 | 漆皮氣化不干凈會存在三相電阻值不平衡、不導通等等問題 |
三相線電阻不平衡值 | 很好,基本在0.1%以內 | 比較大 | 相對較好 | 最重要的參數之一 |
焊接一致性 | 焊接一致性非常好,銅端子變形量不平衡可以控制在0.05mm內,實際可達到0.025mm內。 | 一致性差,銅端子變形量不平衡度甚至超過1mm | 有個別帶有位移監控功能的,一致性好。 一致性差,銅端子變形量不平衡度甚至超過1mm | 一致性不好,會存在三相線電阻值不平衡,斷線,不導通,焊接過大等等問題 |
橫截面縫隙 | 幾乎無縫隙 | 縫隙相對較大 | 幾乎無縫隙 |
|
端子外觀 | 漂亮,無熔融現象 | 熔融現場常見,氧化較嚴重 | 基本無熔融現象 |
|
拉力 | 漆包線只能拉斷不能拉出,拉力相對較大 | 個別漆包線能拉出,拉力相對較小 | 漆包線只能拉斷不能拉出,拉力相對較大 |
|
端子炸裂和漆皮著火現象 | 無 | 經常性端子炸裂和漆皮著火 | 無 | 造成電極損傷,需要重新打磨,很浪費時間。并且不安全。 |
焊接效果檢測和監控功能 | 有。有OK和NG報警 | 基本沒有 | 個別有 | 有此功能保證了焊接的優良率 |
位移傳感器 | 有 | 很少有 | 很少有 |
|
位移到位斷電功能 | 有 | 基本沒有 | 個別有 | 有此功能保證了焊接的一致性 |
壓力設置功能 | 有 | 基本沒有 | 基本都有 | 能夠保存壓力設置,保證了更換不同規格產品時,壓力能夠對應變化和保持一直。 |
壓力傳感器和壓力顯示 | 有 | 基本沒有 | 有 | 對壓力進行分析和設置一致壓力 |
焊接電流和焊接時間保存 | 有 | 基本無 | 基本無 | 可對數據進行保存,便于分析。 |
端子變形量數據保存 | 可以選配 | 無 | 無 | 對焊接效果分析具有非常重要的作用 |
數據追溯功能 | 可以選配 | 基本沒有 | 個別有 | 可以對數據進行保存及追溯 |
先進的焊接電源和變壓器
采用中頻逆變焊接電源,電流輸出穩定,閉環控制,不會受電網網壓影響和對網壓沖擊。定制性變壓器,能適合電機引線焊接中大電流長時間的電流輸出。
相對于普通的工頻控制器,中頻控制器有著如下的優點:
1. 三相交流電源輸入,用電平衡;功率因數高;
2. 對相同的焊接工件,焊接時間縮短,省電,焊接穩定區加大;電極壽命增長;
3、軟件的特別升級,尤其滿足了電機定子引出線焊接的高要求,保證了電流的穩定,滿足高負載的使用。
4. 能夠避免漆皮過度燒傷;
5. 對電流的快速響應控制提高了焊點的質量。
6. 獨特的熱能控制系統保證了在連續焊接中銅管的變形量趨于一致。
強大的監控系統保證焊接品質
銅端子變形量(位移)監控
為了保證焊接的一致性,特別開發了一套控制系統。這套系統需要借助于“西門子PLC”,位移傳感器。
通過此系統,PLC能采集焊接時的壓力、位移參數并即時保存,監控。
銅端子(銅管)變形量可以通過PLC設定并保存,并和電流設定的規范對應起來。在焊接時當銅端子(銅管)變形量達到所設定的值,焊接電源會停止放電,并保持1-3S,氣缸抬起,得到更趨于一致的焊接。
變形量只需通過PLC來設定,不需通過氣缸行程限制。
壓力設置系統和壓力監控系統
控制器(焊接電源)自帶壓力設置系統,配合SMC電氣比例閥,針對每一種規格端子,我們都可以設置對應的壓力并且保存。這樣就避免了更換不同規格銅端子時要重新設置壓力。
1、配有SMC電氣比例閥,每一組規范對應的壓力值都可以通過控制器來數值設置壓力,并且可以保存,避免的通過手動調節調壓閥造成的壓力不一致。不同規格銅端子對應不同的壓力值可以自動切換,不需再設置。在整個焊接過程中,每一個時間斷都可以設置不同的壓力,得到更好的焊接效果。
2、配有壓力傳感器,可以實時顯示壓力值并且可以保存。壓力有監控功能,當壓力超出設定范圍,會報警。
3、配有壓力開關,當氣壓低于設定范圍時,會報警。
4、配有精密穩壓閥,保證氣壓的穩定。
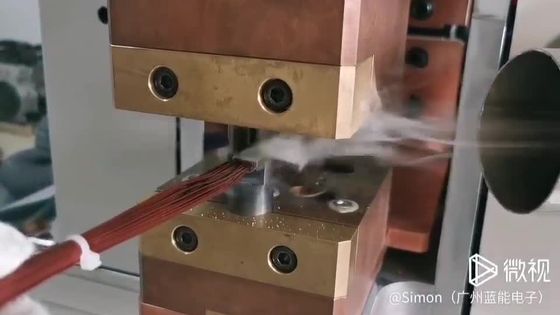
設備操作流程
1、工人將產品與治具推至焊接工作平臺內;
2、作業員將電機上所需焊接的端子位置對準至下電極焊接區域;
3、腳踩下“腳踏開關”——上電極下壓到位,上電極壓緊產品——再次手按下“通電開關”——焊接——焊接完成上電極自動復位——切換焊接點位循環作業——推出產品回歸產線——重復作業。(任意過程可以按急停開關復位)。
設備在客戶使用現場圖:



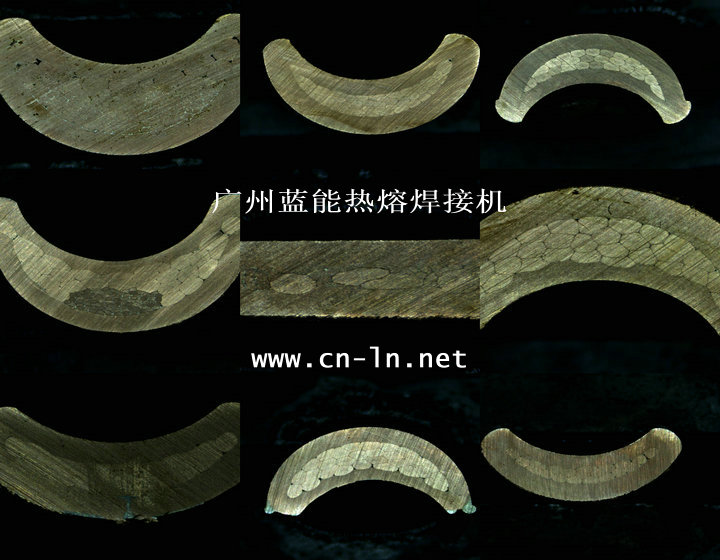
樣品:



漆皮氣化干凈,銅線清晰可見,無壓斷線情況

橫向剖切端子,漆包線之間幾乎無縫隙,漆包線和銅端子之間幾乎無縫隙
具備電流、時間、位移、壓力顯示和保存