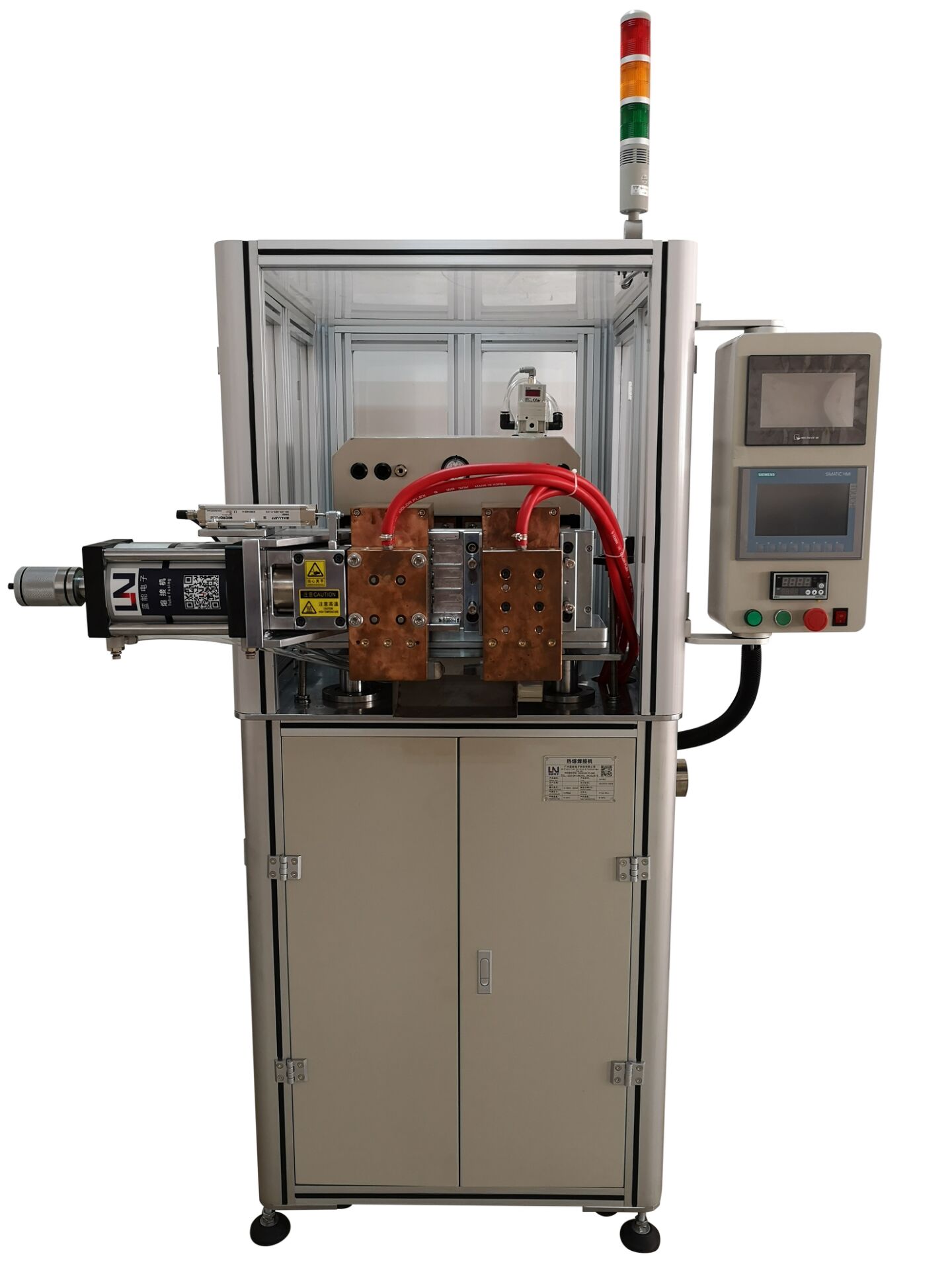
LN-RRJ-C100左右夾焊式電機定子引出線焊接機 www.btfsc.cn

為了能更方便的適應定子自動產線上操作,很多時候定子是立式放置,我們的焊接采用了夾焊式的結構,現在中車電機用的效果很好。


功能概述:
1、帶西門子1200系列PLC;
2、含巴魯夫位移傳感器,有銅端子厚度監控檢測功能,有銅端子厚度到達斷電功能;
3、含壓力傳感器,可以顯示實際壓力值,并保存壓力值;
4、含SMC電器比例閥,含壓力設置功能,可通過人機界面數字化任意設置壓力曲線并保存;
5、具有焊接電流監控、焊接時間監控、銅端子厚度監控、壓力監控;
6、具有電流、時間、銅端子厚度、壓力上下限報警功能;
7、可以保存每次焊接完成后實際參數(焊接電流、焊接時間、銅端子厚度、壓力),數據可統一保存,可以保存在觸摸屏U盤,可以保存在PLC,可以在觸摸屏顯示查看;
8、含掃碼槍,掃碼定子二維碼讀取定子編號,保存的數據可和定子編號一一對應,備追溯;
9、留有兩個網口,數據可以保存并預留端口可上傳到MES系統。網口為RJ45網口,profinet通信協議。一個網口用于與產線設備交互,另一個用于與MES通信;
10、 可以設定電極使用次數打磨提示和電極使用次數報廢提示;
11、 冷卻水箱具備水流量報警和水溫報警;
12、 有檢測到無產品時不放電功能,安全可靠;
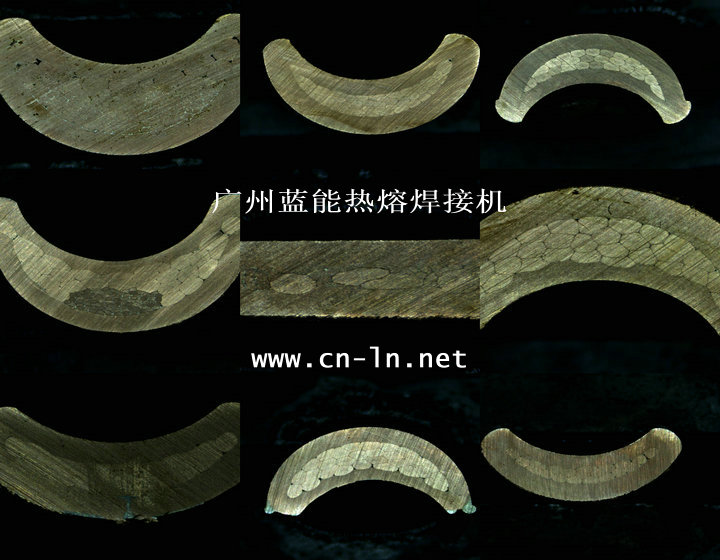
焊接效果:
1、三相線電阻偏差小于1%
2、焊接后銅端子厚度偏差在0.1mm
3、漆皮氣化干凈,銅線清晰可見,無壓斷線情況
5、漆包線拉力實驗:無漆包線拉脫情況,必須拉斷,單根拉力值相對較大,總拉力趨于一致
6、銅管(端子)無焊裂,漆包線無起火現象,端子無炸裂
7、縱向剖切端子,漆包線無松散
8、橫向剖切端子,漆包線之間幾乎無縫隙,漆包線和銅端子之間幾乎無縫隙
9、漆包線全數導通實驗:利用tester驗證端子與每根漆包線間均為導通,電阻值比較一致
10、漆皮焦化面積相對小
連續焊接能力:
LN-RRJ125 5-95平方引出線或星點線焊接,銅管銅端子最大外徑18mm,漆包線單根線徑最大2.0mm
適用電機定子范圍:
1、電機定子引出線伸出電機殼體的長度要求≥40mm (小于20MM需特別說明,有方案)
2、電機定子星點線伸出電機殼體的長度要求≥40mm (小于20MM需特別說明,有方案)
3、定子外徑小于500mm
適用漆包線:耐溫等級200級及以下
LN熱熔焊接機工作原理和步驟
LN電機定子銅鼻子熱壓焊熔接是把電極產生的電阻熱傳到端子上,利用這個熱量以及加壓力進行壓接。是利用電阻熱能保證首先剝離導線的鍍層,然后依靠端子的夾力來確保結合強度的熱壓工藝手段。這里需要強調的是,熱壓焊并不是焊接,而是熱壓接這一概念。
作為焊接支持,LN-RRJ125焊接機需要用到銅端子或銅管。
熱熔接過程包括兩項同時發生的操作:1、經過電極之間的電流加熱銅端子或銅管并導致漆包線線漆皮汽化,2、電極作用于銅端子或銅管上的壓力將其壓緊成為一體,具有極高的電氣性能和機械性能。
1、最初的熱量將電磁線(漆包線)的漆皮氣化;
2、進一步的加熱,漆皮氣化后,為銅線和銅線連接在一起提供條件;
3、最后,進一步的加熱和施加壓力,潔凈后的銅線互相熱量傳遞擴散。不僅僅是銅線連接在一起,銅線還和端子也連接在一起。
4、在通電斷開后,壓力需要繼續保持,避免銅線連接松開。
5、通過此種熔接方法形成的連接,拉力強大和耐用,并且幾乎“零電阻”的連接。
LN熱熔焊接機優勢
1、不用事先去漆皮,不用焊錫;
2、接線銅端子熔接工藝,熔接部分具有更低的電阻;
2、焊接強度是遠遠高于其他“焊錫工藝”等;
3、通過此種熔接方式,不可能將電磁線從“接線端子”里拔出來;
4、通過此種焊接方式,成本低,沒有其他的耗材成本;
5、可以精密控制電流的輸出;
6、操作人員只需要進行非常簡單的培訓,操作人員只需要開機啟動選擇參數就可以;
7、生產效率快,一次只需幾秒至二十秒就可以完成;
8、 可配有直徑不同的電極,而且它們的更換方式很簡單、迅捷。