
歡迎進入藍能官方網站!
【電話熱線】020-34154005
抖音掃碼關注



微信掃碼咨詢
【手機微信】13922491768
020-34252975
- 1
- 2
- 3
- 4
產品中心
Products Center
電容儲能點焊機 | ||
能量控制
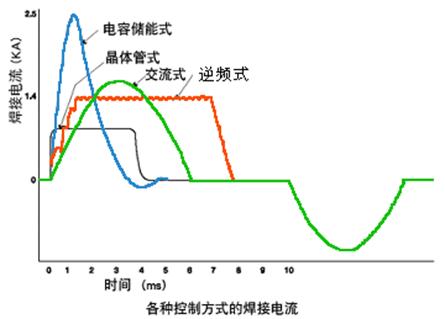
| 輸出能量控制精度高,穩定一致。 1. 逆變直流輸出:每1毫秒自動檢測反饋輸出電流(1kHz逆變頻率焊接電源),自動補償監控,保證了輸出電流的一致性;避免了受電網波動影響,避免了虛焊的情況。 2. 三段脈沖調節:可分別設置3段脈沖電流獨立的輸出電流和對應的時間;適合復雜工件和高品質的焊接需求; 3. 電流緩升緩降功能:可以設置電流的緩升/緩降,使電流柔順變化。緩升可以防止開始過快加熱帶來的飛濺;緩降保壓功能,可以減小冷卻速度,確保熔化金屬在壓力下結晶冷卻,防止焊核組織疏松或其他缺陷。 4. 設定參數上、下限監控。當每次加熱的實際電流高于相應的設定上限時,電流超限代碼提示;當低于相應設定下限時,電流不足代碼提示。有利于產品焊接品質的監控。 5. 控制方式多選:恒流、恒壓、恒功率,定脈寬的控制方式可選。可按實際焊接工件需求選擇。 | 能量控制性相對差些。 1. 直流輸出,充多少放多少,可控性相對差。電容貯能焊機將電容中儲存的能量一次性釋放給焊接回路,輸出能量調節靠控制電容的充電能量完成,通常有調節充電電壓和電容容量兩種方法,輸出電流為脈沖直流。使用時間長之后,電容充放電不完全時需要更換電容,以防止能量不穩定。 2. 恒壓控制模式:一般只能恒壓控制,不能選擇恒流控制模式,調節電壓,不能調節加熱電流。 |
時間控制 | 6. 焊接時間精密可控:每一個焊接周波為1毫秒(1kHz逆變頻率焊接電源),增加一個周波放電時間只增加1個毫秒;時間控制精度高,焊接時間可任意控制在N個周波,最小單位是1毫秒。 | 3. 焊接時間不能通過電子控制來調節,依靠充放電的速度,放電過快可能導致時間不夠。 |
焊接速度 | 7. 焊接速度快:實際每分鐘輸出焊點可達500個,最高可輸出焊點每分鐘可達1200個焊點。是目前自動化焊接設備的最好選擇。 | 4. 整體生產速度慢:電容貯能焊機需要合理的電容充電過程(否則電容容易損壞),降低了生產速度。一般放電速度快于逆變點焊機,但是因為有充電過程,整體速度慢。普通的純能焊機大多的速度只能達到50-60次。 |
8. 自動化配合:提供焊接結束、故障、計數、RS232等信號接口和多組啟動信號,可以與PLC、工控機等構成自動化焊接系統。穩定快速。 | 5. 可以搭載自動化,但效率太慢,跟不上自動化機械速度。 | |
長期穩定性 | 9. 不需更換核心零部件。逆變點焊機能保證長期電流輸出的穩定和一致。 | 6. 核心部件電容器是消耗品,需要定期檢測電容器的能量,就像充電電池、筆記本電池一樣,用了一段時間后,同樣充滿電,但能量已經不一樣了。需要更換電容器。 |
節能效果
| 10. 節能:逆變焊機變壓器工作在較高的頻率(1-4kHz),損耗很小,直流輸出改善功率因素,節能效果明顯。 | 7. 相對耗能:電容貯能焊機的變壓器實際工作在更低的頻率,變壓器鐵心更大,損耗加大;電容充電回路也增加損耗。 |
體積重量
| 11. 體積小巧,輕便:逆變直流電阻點焊機變壓器小、沒有龐大的電容器組,設備較輕巧。 | 8. 相對笨重:電容貯能焊機的變壓器鐵心大,儲能電容也占據相當空間,因此相對笨重。 |
價格 | 12. 價格稍貴(一次性投資) | 9. 價格稍便宜。但定期需要更換電容器,功率大的電容器價格也較貴。 |
我司逆變點焊機功能具體說明:
1、各種點焊機能量輸出電流波形圖供參考:
2、三段脈沖調節圖示:(焊接參數屏)
焊接參數屏用于指示焊接電流和各時間參數設定值。此外還顯示參數組、狀態設定、計數器和監控值。I1,I2,I3是三段加熱電流,可獨立設定,對應時間t4,t6,t8也可以獨立設置,最小單位是1個周波,1khz逆變頻率設備就是1ms。
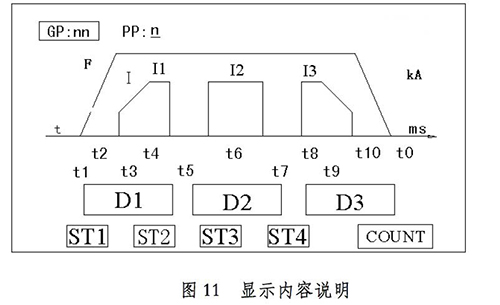
3、電流緩升緩降設置:
上圖中t3, t9 為電流緩升緩降時間,使電流柔順變化。t3, t9越大,電流增、減越慢。
4、上下限監控:(監控參數屏)
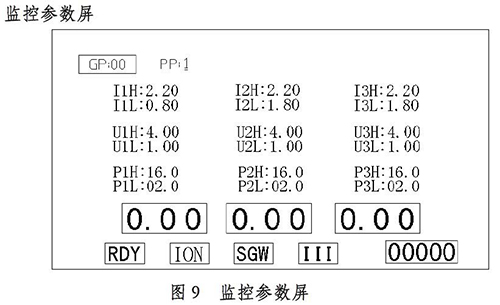
I1H—電流1上限,I2H—電流2上限,I3H—電流3上限。
I1L—電流1下限,I2L—電流2下限,I3L—電流3下限。
監控參數屏用于指示焊接電流、焊接電壓和焊接功率的上下限設定值。此外還顯示參數組、狀態設定、計數器和監控值。
5、II/UUU/PPP/WWW“監控方式”狀態
上圖中 可以修改監控狀態。詳細參詳說明書。
可以修改監控狀態。詳細參詳說明書。
III——電流監控狀態。電流監控上下限有效。顯示各次實際電流值。
UUU——電壓監控狀態。電壓監控上下限有效。顯示各次實際電壓值。
PPP——功率監控狀態。功率監控上下限有效。顯示各次實際功率值。
WWW——脈寬監控狀態。
6、SGW/CTW “單點焊/連續點焊”狀態設置
上圖中 處可以修改“單點焊/連續點焊”狀態。詳細參詳說明書。
處可以修改“單點焊/連續點焊”狀態。詳細參詳說明書。
SGW——單點焊狀態。每次啟動焊接開關只能進行一次焊接,松開后再啟動才能進行下一次焊接。
CTW——連續點焊狀態。保持焊接啟動開關閉合,機器按時間設定不斷地循環焊接。注意,該功能可以提高生產速度,但要保證工件到位,兩次焊接之間的間隔用休止時間(t0)調節。
7、參數設定范圍
焊接參數設定范圍如下表所示。
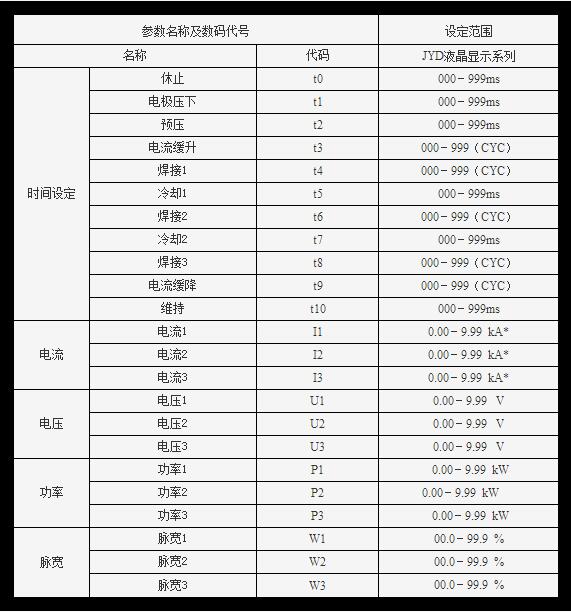
上表中“CYC”代表逆變周期。1khz逆變頻率,1個“CYC”就是1ms。4khz逆變頻率,1個“CYC”就是0.25ms。
================================
廣州藍能電子科技有限公司專注于焊接電源,精密點焊機,脈沖熱壓機。核心產品高頻點焊機、脈沖熱壓機在國內享有盛譽,逆變點焊電源在自動化焊接中大量配套使用。我們愿為您尋找最佳焊接解決方案,公司設有工藝實驗室,歡迎前來試樣。
LN藍能中國頂尖精密電阻焊機方案提供商
公眾微信ID:cn-ln11
網站:www.btfsc.cn
電話:020-34154005/34252975;
QQ:2295546976/459359414

-
聯系我們
-
售后服務
聯系地址
廣州市白云區西槎路671號聚龍工業區29棟7樓
固定電話
020-34154005
移動電話/微信
13922491768
電子郵件
sales01@cn-ln.net





微信掃碼咨詢
抖音掃碼關注
視頻號掃碼關注
公眾號掃碼關注
廣州藍能智能裝備股份有限公司
020-34154005 / 34252975
傳真:020-34154005
QQ:459359414,2295546976
郵箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
網址:www.btfsc.cn
公眾微信號: cnlndz
地址:廣州市白云區西槎路671號聚龍工業區29棟7樓

掃一掃保存聯系方式