
歡迎進入藍能官方網(wǎng)站!
手機版 | 新浪微博 | 騰訊微博 | 網(wǎng)站地圖
【電話熱線】020-34154005
抖音掃碼關注



微信掃碼咨詢
【手機微信】13922491768
020-34252975
- 1
- 2
- 3
- 4
產(chǎn)品中心
Products Center
標題:定子引線銅端子熱熔焊接和冷壓接的區(qū)別
為什么在電機定子引線銅端子連接中,端子熱熔焊接工藝的性能要遠勝于端子壓接工藝或端子壓接浸錫工藝?
電機引線端子壓接:
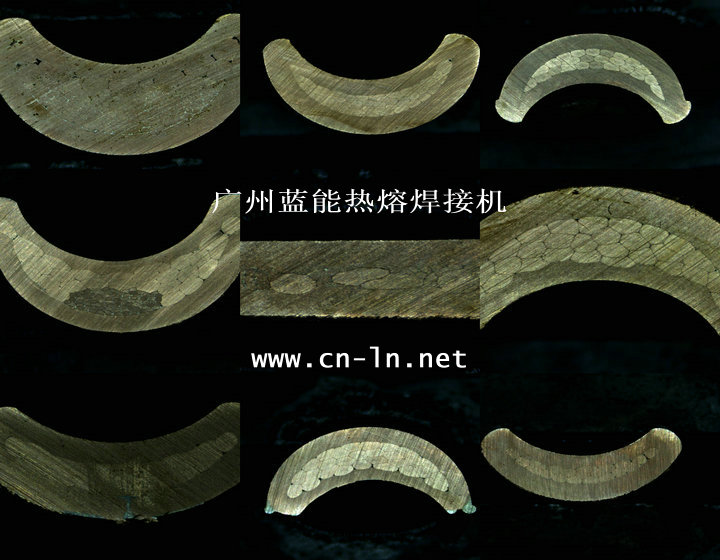
端子壓接是對刮漆皮后的銅線進行簡單擠壓,使銅線產(chǎn)生物理變形,利用相鄰銅線之間的表面摩擦力來包證銅線和端子之間的連接。這樣就有可能出現(xiàn)銅線變形不足,即在銅線和銅線之間,銅線和端子之間形成空洞(如圖1)。導致壓接部位電阻系數(shù)增加,導電性下降,使用耐久性降低。并且易發(fā)熱產(chǎn)生高溫,形成線束燒壞隱患點。
現(xiàn)在存在的一些情況:
1、三相電阻值不平衡,差值過大;
2、高壓浸漆時,存在漆滲透的風險;
3、出廠時電阻值平衡度在允許范圍內(nèi),但過段時間存在三相線阻值差值過大;

電機引線端子壓接浸錫:
對端子壓接剖面不良,一般采取在端子銅線壓著部位進行浸錫處理(如圖示3)。但從剖面來看,錫液并不能完全浸透壓接端子內(nèi)部,仍有部分空洞存在,錫液無法進行填充(如圖3示),因此采用浸錫無法消除銅線之間空洞造成的電阻增加,導電性下降,使用耐久性低等不良狀況。
電機引線端子熱熔焊接工藝:
熱熔焊接工藝是首先對漆皮進行氣化(省了刮漆皮工序),通過相鄰金屬表面熔接,形成金屬分子層之間的熔合,幾乎于將相鄰金屬熔接為一個整體,相比端子壓接后相鄰銅線仍為獨立金屬個體而言,熱熔接部位的密實度更好,幾乎不會出現(xiàn)空洞(如圖示4)。導電性好,電阻系數(shù)極低或近乎零,有效提高了電機的使用耐久性,不易發(fā)熱,無質(zhì)量隱患。
經(jīng)測試,三相線電阻差值在0.1%以內(nèi),不會存在浸錫滲透的情況。

|
|
阿里巴巴旺鋪 阿里旺鋪官網(wǎng) 機電之家 中國金屬新聞網(wǎng) 中國供應商 中國制造網(wǎng) 機電商情網(wǎng)
漆包線 電機 引線 端子 定子 轉(zhuǎn)子 引出線 銅鼻子 焊接接頭 新能源 汽車 電源 變壓器 PCB焊接 點焊機 自動化 中頻 電阻焊 夾焊 點焊 熱壓焊 焊接設備 精密電子焊接 銅線 銅片焊接 線束 充電樁 |
-
聯(lián)系我們
-
售后服務
聯(lián)系地址
廣州市白云區(qū)西槎路671號聚龍工業(yè)區(qū)29棟7樓
固定電話
020-34154005
移動電話/微信
13922491768
電子郵件
sales01@cn-ln.net





微信掃碼咨詢
抖音掃碼關注
視頻號掃碼關注
公眾號掃碼關注
廣州藍能智能裝備股份有限公司
020-34154005 / 34252975
傳真:020-34154005
QQ:459359414,2295546976
郵箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
網(wǎng)址:www.btfsc.cn
公眾微信號: cnlndz
地址:廣州市白云區(qū)西槎路671號聚龍工業(yè)區(qū)29棟7樓

掃一掃保存聯(lián)系方式