
歡迎進入藍能官方網站!
【電話熱線】020-34154005
抖音掃碼關注



微信掃碼咨詢
【手機微信】13922491768
020-34252975
- 1
- 2
- 3
- 4
產品中心
Products Center
在點焊機使用過程中會發現,點焊機焊接時換上新電極或者是電極打磨之后焊接效果不一樣,輸出能量好像有變化,影響了焊接一致性。怎樣解決點焊機焊接時新舊電極或電極打磨后能量不一致的問題了?
一、銅焊接使用“鎢、鉬、鎢銅“電極存在的情況和解決方法
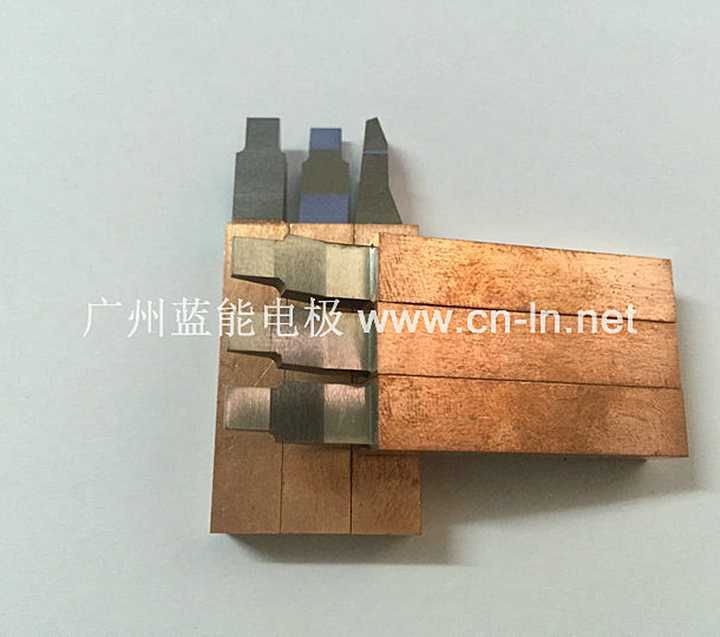
在很多一些銅材料焊接中,尤其在很多一些汽車電子配件焊接中,我們經常用到鎢電極、鉬電極、鎢銅電極,當我們對電極進行打磨后,或者更換新電極后,同樣的焊接電流焊接時間焊接壓力,熱能往往要小很多,焊接幾十次過后熱能才正常。
這主要原因是焊接幾十次過后電極表面氧化,鎢電極表面電阻值增大,根據Q=I2RT,所以熱能要明顯增大。
解決點焊機焊接時新舊電極或電極打磨后能量不一致的方法有兩種:
1、 無效放電幾十次,達到預氧化效果。
找廢材料事先放電幾十次,再正式焊接產品。
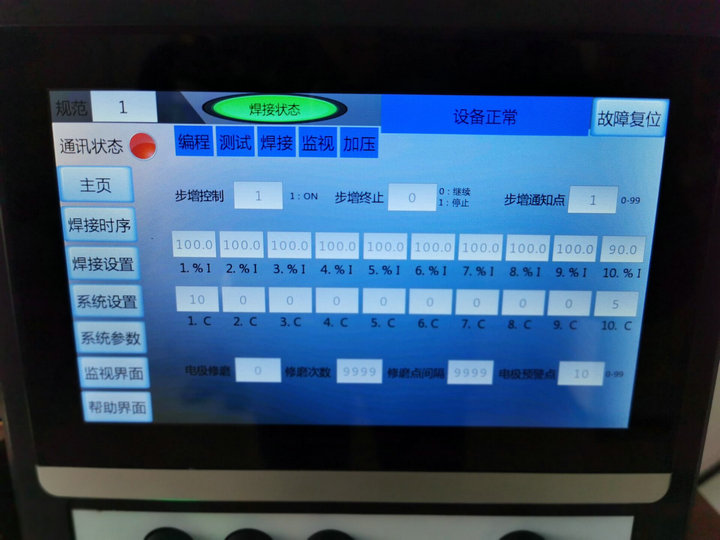
2、 采用“焊接電源控制器”自帶的“步增控制(步減控制)”功能。
第一段可以設定100%電流,焊接點N次;
后段可以設定90%電流,焊接點N次,并且到達N點后可以設定終止或者繼續以90%電流一直焊接下去;
更換電極或打磨電極后按復位鍵,電流開始以第一段設定100%電流開始循環。
3、對于一些放電時間較長,變形量較大的產品焊接,電流不變的情況下,可以使用位移到達斷電功能,當變形量到達設定的位移值會立即停止放電。
二、低碳鋼、不銹鋼焊接等使用“鉻銅、鈹銅、銅”等電極存在的情況和解決方法
在很多一些低碳鋼、不銹鋼等材料焊接中,尤其在汽車白車身焊接中,我們往往使用鉻銅、鈹銅、銅等材料電極,并且電極端面使用球面、凸面等形狀,當我們對電極進行打磨后,或者更換新電極后,同樣的焊接電流焊接時間焊接壓力,剛開始熱能往往要大一些,焊接幾十次過后感覺熱能要小些。
主要原因是因為電極端面是球面或凸面,新電極或剛打磨電極后,接觸面較小,電流密度較大,當焊接幾十次后,電極和產品的接觸面增大了,電流密度笑了。
解決這種問題的方法有:
1、 采用“焊接電源控制器”自帶的“步增控制(步減控制)”功能。
第一段可以設定100%電流,焊接點N次;
后段可以設定110%電流,焊接點N次,并且到達N點后可以設定終止或者繼續以110%電流一直焊接下去;
更換電極或打磨電極后按復位鍵,電流開始以第一段設定100%電流開始循環。

-
聯系我們
-
售后服務
聯系地址
廣州市白云區西槎路671號聚龍工業區29棟7樓
固定電話
020-34154005
移動電話/微信
13922491768
電子郵件
sales01@cn-ln.net





微信掃碼咨詢
抖音掃碼關注
視頻號掃碼關注
公眾號掃碼關注
廣州藍能智能裝備股份有限公司
020-34154005 / 34252975
傳真:020-34154005
QQ:459359414,2295546976
郵箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
網址:www.btfsc.cn
公眾微信號: cnlndz
地址:廣州市白云區西槎路671號聚龍工業區29棟7樓

掃一掃保存聯系方式