
歡迎進(jìn)入藍(lán)能官方網(wǎng)站!
手機(jī)版 | 新浪微博 | 騰訊微博 | 網(wǎng)站地圖
【電話熱線】020-34154005
抖音掃碼關(guān)注



微信掃碼咨詢
【手機(jī)微信】13922491768
020-34252975
- 1
- 2
- 3
- 4
產(chǎn)品中心
Products Center

- 產(chǎn)品介紹
- 應(yīng)用案例
脈沖加熱焊錫焊接機(jī)的原理
1、脈沖電源加熱方式是利用脈沖電流流過鉬、鈦等高電阻材料時(shí)產(chǎn)生的焦耳熱去加熱焊接的方式。一般要在加熱咀的前端連接有熱點(diǎn)偶、由此而產(chǎn)生的起電力實(shí)時(shí)反饋回控制電源來保正設(shè)定溫度的正確性。
2、脈沖電流加熱裝置是瞬間加熱方式,只在需要熔化焊錫時(shí)進(jìn)行通電加熱。
3、金屬制的焊咀有電流通過時(shí)發(fā)熱后熔化焊錫。焊錫熔化后停止通電、進(jìn)行冷卻。加壓狀態(tài)直到焊錫凝固為止,可以得到高信賴性的沒有虛焊、浮起的焊接。
脈沖加熱焊錫焊接機(jī)的基本構(gòu)成和作用:

◆ 脈沖加熱電源:電流流過熱壓焊咀。
◆ 脈沖加熱機(jī)頭:對(duì)焊接物加壓,利用彈簧調(diào)節(jié)壓力。
◆ 熱壓焊咀(電極):產(chǎn)生焦耳熱的部分,分為片狀焊咀和大型熱壓焊咀。
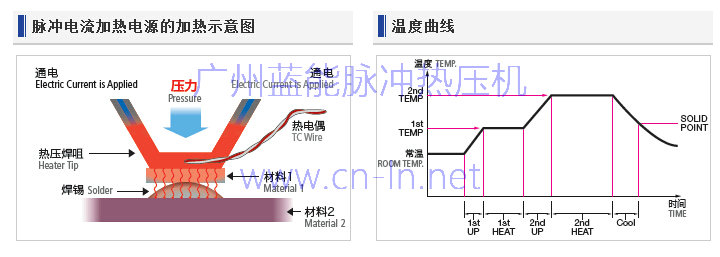
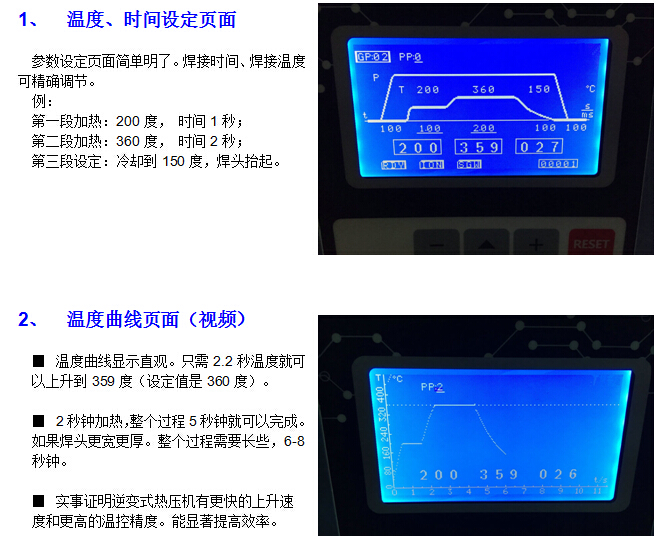
LN逆變式脈沖電流加熱電源參數(shù)設(shè)計(jì)和溫度曲線
脈沖加熱焊錫焊接機(jī)專用熱壓焊咀(電極)

脈沖加熱焊錫焊接機(jī)焊接實(shí)例

脈沖加熱焊錫焊接機(jī)技術(shù)參數(shù)
型號(hào) | LNR-01 | LNR-02 |
輸入電壓(V) | 220V | 220V |
負(fù)載持續(xù)率(%) | 20 | 20 |
額定功率(kVA) | 3 | 6 |
溫度設(shè)定范圍(℃) | 50-600 | 50-600 |
逆變頻率(kHz) | 4 | 4 |
加熱階段 | 2 | 2 |
溫度緩升緩降控制 | 有 | 有 |
存儲(chǔ)焊接規(guī)范數(shù) | 20組 | 20組 |
壓頭精度 | ±0.01mm | ±0.01mm |
溫控精度 | ±3% | ±3% |
產(chǎn)品最小間距 | Pitch≥0.01mm | Pitch≥0.01mm |
產(chǎn)品最大尺寸 | 80mm | 80mm |
熱電偶 | E型或K型可選 | E型或K型可選 |
壓力范圍 | 1-100 | 1-100 |
焊頭行程 | 0.1-20 | 0.1-20 |
外形尺寸(mm)(L*B*H) | 435*185*320 | 435*185*320 |
重量(kg) | 15 | 15 |
脈沖加熱焊錫焊接機(jī)主要配件:
序號(hào) | 主要配件 | 品牌 | 產(chǎn)地 |
1 | IGBT | 日本富士 | 馬來西亞、中國 |
2 | 二極管 | 德國ABB/歐派克 | 德國 |
3 | 整流橋 | 德國IXYS整流橋 |
|
4 | 電容器 | 日立 |
|
5 | 氣動(dòng)元件 | SMC 亞德客 | 日本 、中國 |
6 | 繼電器 | 歐姆龍 |
|
脈沖加熱焊錫焊接機(jī)的特點(diǎn):
1、采用先進(jìn)的段控控溫系統(tǒng),可靈活設(shè)置各段加溫狀態(tài)。對(duì)溫度、時(shí)間等參數(shù)能高精度地加以控制。
2、升溫迅速穩(wěn)定、局部瞬時(shí)加熱方式能良好地抑制對(duì)周圍元件的熱影響。
3、加壓時(shí)通電加熱和斷電冷卻同時(shí)進(jìn)行、防止了結(jié)合部浮起、虛焊。最適合于柔性材、線材的熱壓焊、焊錫焊接及樹脂粘結(jié)。
4、顯示各階段的溫度。
5、熱電偶的閉環(huán)在線反饋控制提高溫度的精確度,溫控精度在3%左右。
6、焊接壓力、焊接時(shí)間、焊接溫度可精確調(diào)節(jié)。
7、可存貯20組焊接參數(shù)更換產(chǎn)品時(shí)非常方便。
8、多個(gè)焊點(diǎn)一次完成,效率高、一致性好、焊接強(qiáng)度高、焊點(diǎn)美觀、操作簡單。
9、10萬次的焊頭壽命,為貴客戶創(chuàng)造價(jià)值.
特別適用于FPC TO PCB / HSC(斑馬紙) TO FPC(柔性線路板)/ HSC TO LCD /TAB TO PCB 斑馬條TAB等產(chǎn)品的焊接.
廣州藍(lán)能電子科技的優(yōu)勢(shì):
1、我司具有國內(nèi)企業(yè)所不具備的焊接工藝技術(shù);
我公司研發(fā)總工程師曹博士是壓力焊(電阻焊)專業(yè)第一個(gè)博士,現(xiàn)任華南理工大學(xué)博士生導(dǎo)師、教授,壓力焊學(xué)術(shù)委員會(huì)副主任。曹博士擁有30多年的壓力焊研究,對(duì)材料和焊接工藝有著非常深度的理解,完全有可能助你找到最佳的焊接解決方案;
選擇和我們合作,你不僅僅是購買了我們的焊接設(shè)備,你更加有了一個(gè)焊接工藝專家團(tuán)隊(duì)為你提供一流的焊接技術(shù)指導(dǎo)。焊接是設(shè)備+工藝+服務(wù)!
2、企業(yè)規(guī)模大,是國內(nèi)最大的高頻逆變式脈沖熱壓機(jī)制造廠家。擁有自己的生產(chǎn)工廠和研發(fā)室。
3、售后服務(wù)好,公司有接近20個(gè)研發(fā)及工藝工程師,對(duì)售后服務(wù)能作出及時(shí)處理。我們的宗旨是不僅僅提供一流的設(shè)備,更需要提供一流的工藝技術(shù)支持和快速響應(yīng)的售后服務(wù)。
4、我司2012年7月被評(píng)為高新技術(shù)企業(yè)。公司技術(shù)研發(fā)能力強(qiáng)。
逆變式脈沖熱壓焊機(jī)和普通脈沖熱壓焊機(jī)的區(qū)別
脈沖熱壓焊機(jī)的最核心的因數(shù):焊頭溫控精度(設(shè)定焊頭溫度的精確性)
溫控精度影響主要因數(shù):加熱電流控制精度+熱電偶反饋溫度速度
加熱電流控制精度+熱電偶反饋溫度速度
| ||
| 逆變式脈沖熱壓焊機(jī) | 普通脈沖熱壓焊機(jī) |
加熱電流控制精度 | 電流直流輸出,采用了較高的逆變頻率(4kHz),一個(gè)周波0.25毫秒,比通常交流焊機(jī)的20ms提高80倍,控制精度明顯提高。 有電網(wǎng)電壓補(bǔ)償功能,電壓波動(dòng)影響小。 | 工頻交流,頻率50HZ,一個(gè)周波20毫秒。受電網(wǎng)電壓不穩(wěn)定影響,電壓收到波動(dòng)影響較大,不能很好控制電流。 |
熱電偶反饋溫度速度 (采樣速度) | 1毫秒內(nèi) | 一般都是幾十毫秒以上 |
溫度上升速度 | 溫度上升速度快,并能保證溫控精度,避免對(duì)周圍器件的損害。 | 溫度上升速度較慢,焊接時(shí)間需更長,容易損害周圍元器件。 |
虛焊 | 虛焊率相當(dāng)?shù)?/span> | 虛焊率較高 |
焊頭壽命 | 焊頭壽命損耗小,焊頭壽命較長 | 焊頭壽命損耗大,焊頭壽命較短 |
溫控精度 | 正負(fù)3% | 偏差較大 |
更多信息請(qǐng)點(diǎn)擊以下鏈接:
1、 脈沖熱壓焊機(jī)(Hot bar機(jī))工藝制程
2、 脈沖熱壓機(jī)(Hot bar機(jī))工藝常見問題
3、 脈沖熱壓機(jī)熱壓頭的熱壓區(qū)域、平行度、壓力調(diào)試
4、 脈沖熱壓機(jī)應(yīng)用實(shí)例
5、 HotBar焊接(脈沖熱壓機(jī))短路問題應(yīng)該怎樣解決
6、 脈沖熱壓機(jī)hotbar焊接不上的原因分析
7、 HOTBAR焊接不良、空焊、連錫的問題分析和解決方法
|
|
阿里巴巴旺鋪 阿里旺鋪官網(wǎng) 機(jī)電之家 中國金屬新聞網(wǎng) 中國供應(yīng)商 中國制造網(wǎng) 機(jī)電商情網(wǎng)
漆包線 電機(jī) 引線 端子 定子 轉(zhuǎn)子 引出線 銅鼻子 焊接接頭 新能源 汽車 電源 變壓器 PCB焊接 點(diǎn)焊機(jī) 自動(dòng)化 中頻 電阻焊 夾焊 點(diǎn)焊 熱壓焊 焊接設(shè)備 精密電子焊接 銅線 銅片焊接 線束 充電樁 |
-
聯(lián)系我們
-
售后服務(wù)
聯(lián)系地址
廣州市白云區(qū)西槎路671號(hào)聚龍工業(yè)區(qū)29棟7樓
固定電話
020-34154005
移動(dòng)電話/微信
13922491768
電子郵件
sales01@cn-ln.net





微信掃碼咨詢
抖音掃碼關(guān)注
視頻號(hào)掃碼關(guān)注
公眾號(hào)掃碼關(guān)注
廣州藍(lán)能智能裝備股份有限公司
020-34154005 / 34252975
傳真:020-34154005
QQ:459359414,2295546976
郵箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
網(wǎng)址:www.btfsc.cn
公眾微信號(hào): cnlndz
地址:廣州市白云區(qū)西槎路671號(hào)聚龍工業(yè)區(qū)29棟7樓

掃一掃保存聯(lián)系方式