
歡迎進入藍能官方網站!
【電話熱線】020-34154005
抖音掃碼關注



微信掃碼咨詢
【手機微信】13922491768
020-34252975
- 1
- 2
- 3
- 4
產品中心
Products Center
在金屬焊接中,使用電阻點焊機焊接的時候,焊牢是最基本的要求,從簡單的形象上看似乎焊點越多越牢固,因此部分人會說不行就多焊幾個點,肯定牢。其實這是有偏頗的。在多點焊接時,焊點間距是有要求的,越接近這個要求,多個焊點就越牢固。如果焊點間距不符合要求可能會適得其反,焊點越多、間距沒規律越不標準越難保障牢固度,焊點的質量會變得更差也是可能的。
造成這種問題的主要原因就是焊點的分流現象。點距過小時易產生分流,導致焊接區加熱不足。點焊時電流從非焊接區通過稱為分流。焊點分流與焊接工件材料電阻率和導電通路有關。實際上焊接形成的每一個焊點都是電流通路。當點焊機進行焊接時,在形成第一個焊點后,在臨近區域進行第二個焊點的焊接時, 第一個焊點處電阻遠遠小于正要焊接區域的電阻,也就是第二個焊點處的電阻更大,電流會從第一個焊點處分流一部分,以致得到的第二個焊點質量要低于第一個焊點。
兩個焊點間距越小,后面焊接的焊點質量會越差。間距太小,那么分流夠大,甚至可能影響下一個焊點的形成。
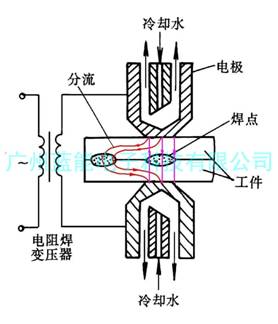
圖1 點焊時的分流
因此在點焊機焊接工作中,需要焊接多個焊點時,焊點的間隔距離一定要設計到符合要求,不然會影響到焊接的效果。根據焊點大小,焊接材質,工件幾何結構、焊接方式不同(對碰、平行)、焊頭結構不同等,適合的間距范圍不一樣,應該按實際情況進行評估。

同時應該注意到,使用交流點焊機時焊點間距對焊接質量的影響,相對高頻逆變直流點焊機來說更大,因為電流不夠集中,焊接時間更長,分流會更嚴重。
================================
廣州藍能電子科技有限公司專注于焊接電源,精密點焊機,脈沖熱壓機。核心產品高頻點焊機、脈沖熱壓機在國內享有盛譽,逆變點焊電源在自動化焊接中大量配套使用。我們愿為您尋找最佳焊接解決方案,公司設有工藝實驗室,歡迎前來試樣。
LN藍能中國頂尖精密電阻焊機方案提供商
公眾微信ID:cn-ln11
網站:www.btfsc.cn
電話:020-34154005/34252975;
QQ:2295546976/459359414
-
聯系我們
-
售后服務
聯系地址
廣州市白云區西槎路671號聚龍工業區29棟7樓
固定電話
020-34154005
移動電話/微信
13922491768
電子郵件
sales01@cn-ln.net





微信掃碼咨詢
抖音掃碼關注
視頻號掃碼關注
公眾號掃碼關注
廣州藍能智能裝備股份有限公司
020-34154005 / 34252975
傳真:020-34154005
QQ:459359414,2295546976
郵箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
網址:www.btfsc.cn
公眾微信號: cnlndz
地址:廣州市白云區西槎路671號聚龍工業區29棟7樓

掃一掃保存聯系方式