
歡迎進入藍能官方網站!
【電話熱線】020-34154005
抖音掃碼關注



微信掃碼咨詢
【手機微信】13922491768
020-34252975
- 1
- 2
- 3
- 4
產品中心
Products Center
1、電阻:
電阻的大小直接決定著點焊機焊接過程中熔核的形成。電阻是點焊的熱源。電阻取決于工件材料的電阻率,電阻率低的能夠很好的導電,產熱慢,反之高電阻率的工件產熱好,容易焊接。比如不銹鋼相對銅來說更容易焊接,普通交流點焊機可以焊接好鋼,而焊接銅一般需要選擇中頻點焊機。
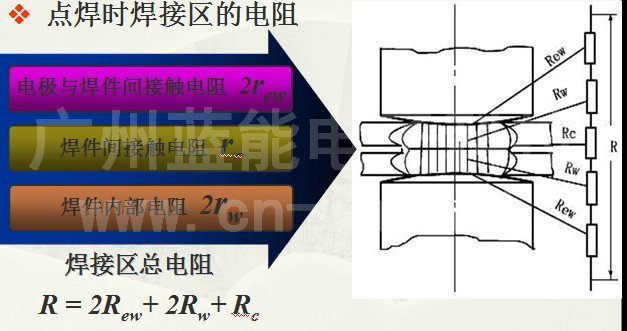
點焊過程中焊接區總電阻的瞬時值 R 變化較大,且不同材質的變化規律也有很大差異。
? 接觸電阻熱:約占熱源的 5~10%;軟規范時較小,硬規范時較大。其作用是建立初始溫度場,擴大接觸面,使電流分布均勻。
? 接觸電阻(Rc+2Rew)過大會影響通電,同時接觸面上急速過熱引起飛濺、粘電極,因此不能依靠它來產生過多的熱量。
? 內部電阻熱:產熱約占熱源的90~95%,是形成熔核的主體。
2、焊接電流:
焊接電流是電阻點焊機產熱的關鍵因素,是焊接三大參數之一。電流大小對產熱的影響比時間、壓力都大。因此,在使用點焊機的過程中焊接電流的大小是需要監控的。逆變點焊機可以采用恒流控制模式,實時反饋,確保焊接電流輸出穩定,也確保了產熱平穩實現高度一致性的焊接。
3、焊接時間:
在焊接的過程中,通過軟規范(小電流長時間)和硬規范(大電流短時間)的選擇,焊接時間與焊接電流可以進行一定的補充,既可以選擇大電流短時間,也可以選擇小電流長時間,不同的焊接參數得到相同的產熱效果。因此焊接時間也是產熱的重要因素。
4、電極壓力:
電極壓力對兩電極間總電阻有明顯的影響,因此也影響產熱。電極壓力越大,電阻越小,產熱越小。因此電極壓力增加,而焊接電流保持不變時,不能補償因總電阻減少引起的產熱減少,因此,焊點強度總隨著焊接壓力的增大而減少,解決的辦法就是在增大焊接壓力的同時增大焊接電流。
5、電極的形狀、性能、材料:
電極的接觸面積對電流的密度會產生極大的影響,電極材料的電阻率和熱導率關系著熱量的產生和散失。電極端頭有磨損,接觸面積便會增大,焊點的強度也就越低,因此,在使用一段時間后還要更換電極端頭。
6、工件、電極表面:
焊接工件和電極表面氧化、油污等影響電流的分布,流通。氧化層過厚會造成電流不能正常通過,氧化層不勻會造成飛濺乃至工件表面燒損現象變得產生,氧化層從某種程度上直接影響了焊點解熱的不均勻性。
以上就是點焊機影響熱產出的各種因素,在點焊機選擇和使用時,可以根據影響因素從而決策最適合產品生產的點焊機,并正確調節各影響因素,以達到最佳的焊接效果。
================================
廣州藍能電子科技有限公司專注于焊接電源,精密點焊機,脈沖熱壓機。核心產品高頻點焊機、脈沖熱壓機在國內享有盛譽,逆變點焊電源在自動化焊接中大量配套使用。我們愿為您尋找最佳焊接解決方案,公司設有工藝實驗室,歡迎前來試樣。
LN藍能中國頂尖精密電阻焊機方案提供商
公眾微信ID:cn-ln11
網站:www.btfsc.cn
電話:020-34154005/34252975;
QQ:2295546976/459359414
-
聯系我們
-
售后服務
聯系地址
廣州市白云區西槎路671號聚龍工業區29棟7樓
固定電話
020-34154005
移動電話/微信
13922491768
電子郵件
sales01@cn-ln.net





微信掃碼咨詢
抖音掃碼關注
視頻號掃碼關注
公眾號掃碼關注
廣州藍能智能裝備股份有限公司
020-34154005 / 34252975
傳真:020-34154005
QQ:459359414,2295546976
郵箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
網址:www.btfsc.cn
公眾微信號: cnlndz
地址:廣州市白云區西槎路671號聚龍工業區29棟7樓

掃一掃保存聯系方式