
歡迎進入藍能官方網站!
【電話熱線】020-34154005
抖音掃碼關注



微信掃碼咨詢
【手機微信】13922491768
020-34252975
- 1
- 2
- 3
- 4
- 產品分類 -
PRODUCT CLASSIFICATION
————
-
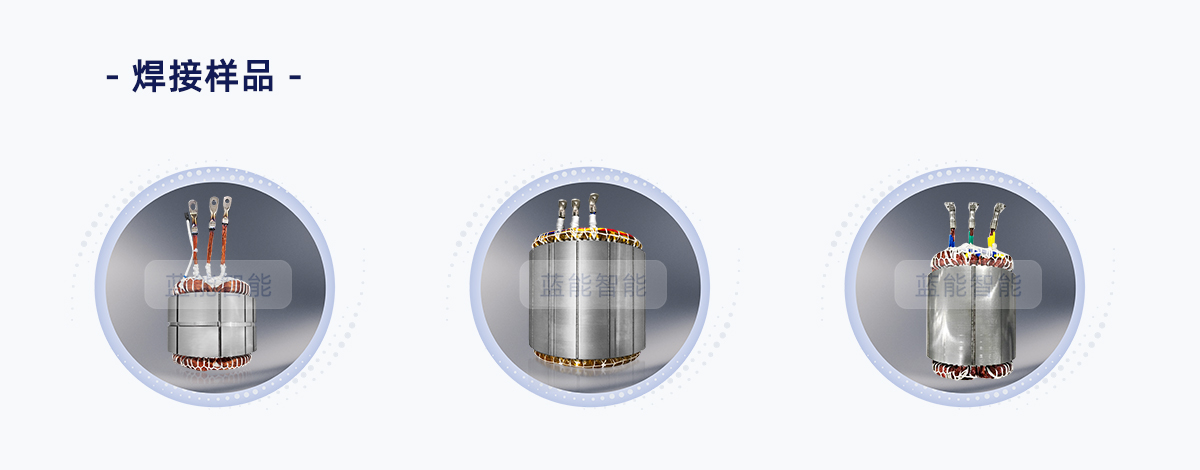
圓線電機引線焊接
-
扁線電機引線焊接
-
利茲線/絲包線焊接
-
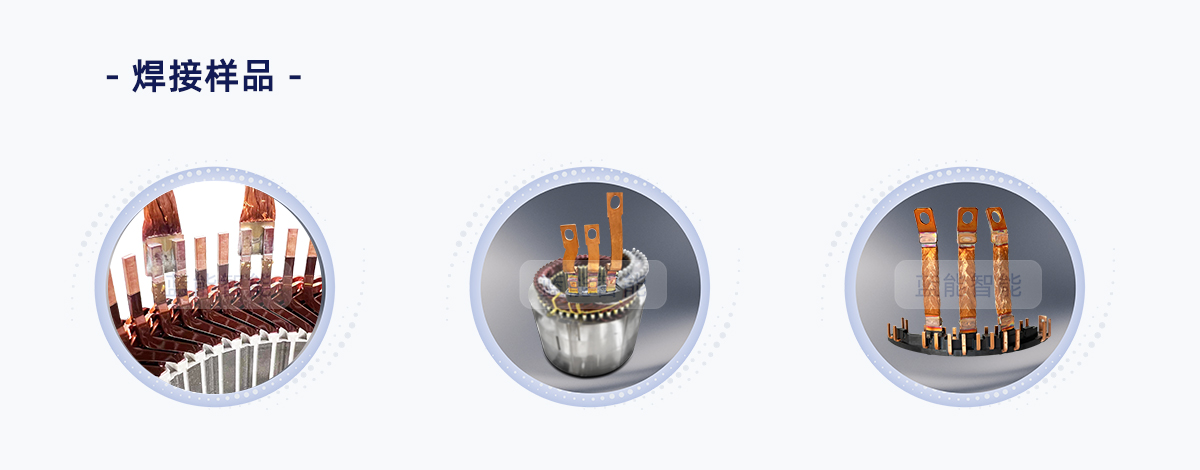
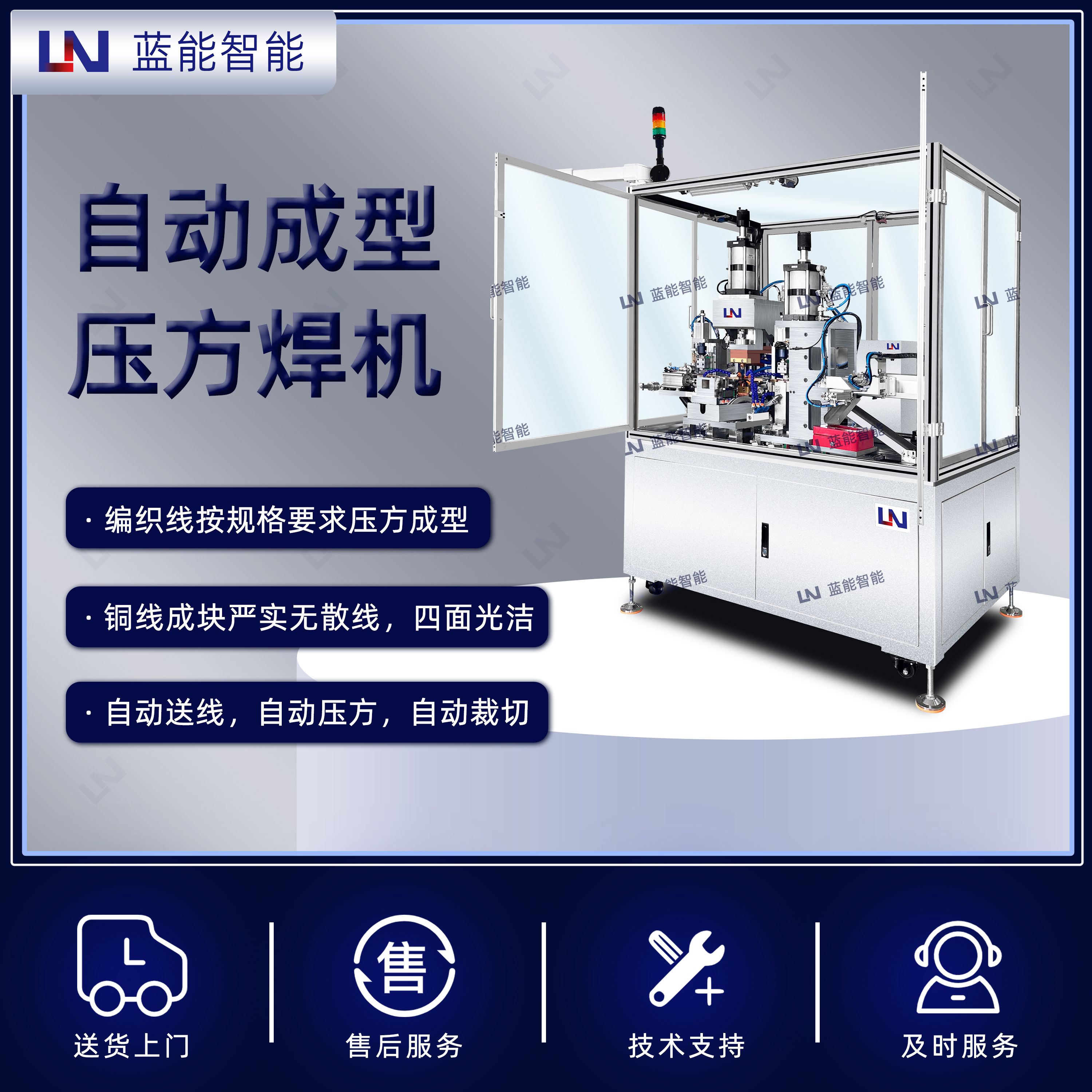
成型壓方焊接
-
精密左右焊接
-
自動/其他焊接




廣泛應用于汽車線束、扁線電機相線、雙絞線安全氣囊線、電纜絞線扁平 導體、汽車、航空、低壓電器、繼電器行業電子線束/編織線/電源線等按 規格要求并線、壓方、成型。


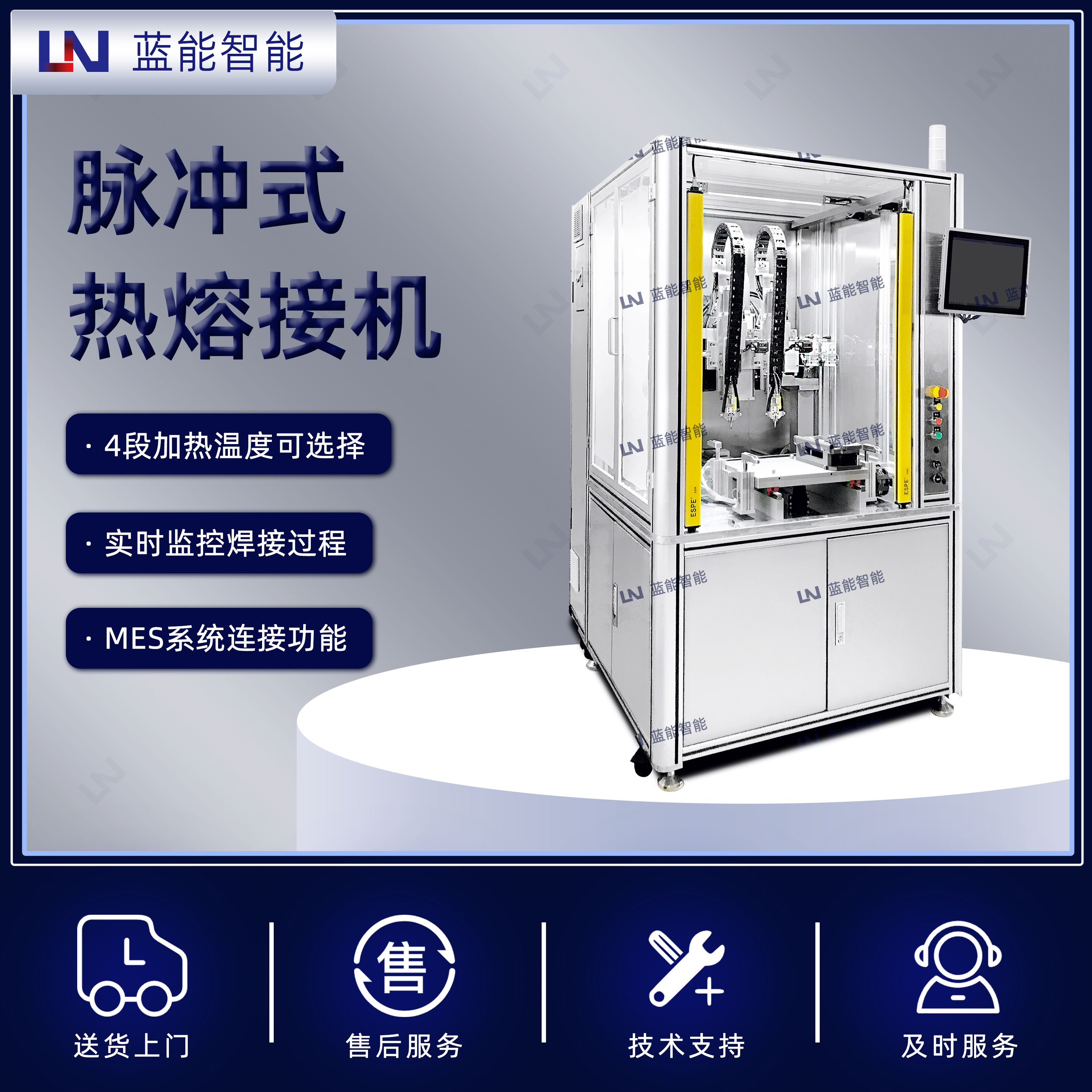
- 熱銷新品 -
HOT SELLING
————




- 公司介紹 -
COMPANY INTRODUCTION
————
- 榮譽資質 -
QUALIFICATION
————
- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9








- 1
- 2
- 3
- 4
- 5
- 6





廣州藍能智能裝備股份有限公司成立于2011年,作為精密電阻焊領域的創新先鋒,我們始終致力于智能焊接裝備的自主研發與產業化應用,為先進制造領域提供高精度、智能化的焊接解決方案。
【企業榮譽】
· 高新技術企業
· 省級“專精特新”企業
· 科技型中小企業
· 中國汽車工業協會車用電機電子電器分會會員
· 中國汽車新能源電機電控產業聯盟會員
· 中國電器工業協會中小型電機分會會員
【核心技術】
深耕電阻焊技術研發十余載,已形成涵蓋熱熔焊接、中頻交/直流焊、高頻逆變直流焊、精密微點焊等核心技術矩陣。自主研發的智能焊接系統集成數據監控系統、自適應控制等創新技術,實現焊接精度±0.02mm、良品率99.8%的行業領先水平。
【行業賦能】
業務版圖覆蓋新能源汽車三電系統、航空電子元器件、光通信器件、醫療設備等高端制造領域,構建從工藝研發、設備定制到產線集成的全產業鏈服務能力。重點服務長三角、珠三角兩大先進制造業集群,輻射全國20+省市高端制造基地。
【合作客戶】
為華為技術、中車集團、大疆、瑞聲、等行業巨頭提供設備和服務,累計為12大行業300+企業2000+項目提供智能焊接升級方案,部分客戶建立深度技術合作關系,提供高品質產品通過CE等國際認證,技術參數達到歐洲標準,助力客戶實現進口替代與工藝革新。合作客戶有:
· 新能源電機行業:廣汽、大眾、蘇州匯川動力、浙江方正、博格華納、臥龍采埃孚、武漢智新、寧波菲仕、合肥巨一、法雷奧、珠海英博爾、索恩格、中車、信質、極電、廈門勢拓、威靈汽車、南洋、舜驅、格雷博、奧思偉爾、雙林、易唯科、朗高、松正、金康新能源,蕪湖杰瑞諾、山東博源、常州新譽、柳機等。
· 伺服電機行業:西門子中國、SEW電機、諾德電機、蘇州匯川技術、庫卡機器人、艾創、菲仕等。
· 磁性元件行業:可立克、海光、威邁斯、威海昌星、雅瑪西、東莞昱懋、鉑恩氏、天津光電、京泉華、順絡。
· 空壓機行業:廣東美芝、蕪湖美芝、江西海立、奧克斯、比澤爾。







- 合作客戶 -
COOPERATIVE CUSTOMER
————
-
 19
19 -
18
-
7
-
17
-
3
-
1
-
4
-
5
-
6
-
8
-
9
-
10
-
11
-
12
-
2
-
13
-
16
-
24
-
20
-
21
-
23
-
22
-
18
-
6























- 產品焊接視頻 -
WELDING VIDEO
————
-
- 企業資訊 11月30日,昆山,新能源汽配展,廣州藍能電子展位B13
廣州藍能電子科技有限公司將于2018年11月30日-12月1日出席在江蘇昆山舉行的“2018中國新能源汽車年會暨電驅系統技術及市場研討會”,同步參加展會,展位號B13,誠摯邀請您到場面對面溝通。

-
- 企業資訊 廣州藍能電子2018年中秋節,國慶節假期安排
中秋國慶放假安排:
中秋放假:9月22日----9月24日;9月29日,9月30日正常上班;國慶放假:10月1日----10月7日

-
- 企業資訊 2018年春節放假安排
2018年春節臨近,歸途已在計劃之中,我司的春節放假安排已經定下來了,在此溫馨公示一下: 2018春節放假安排:假期2月11日-2月22日,共12天。2月11日正式開始假期,2月23日(年初八)正式上班,2月10日(周六)調休上班。2月24日(年初九,周六)調休上班。 我司假期期間,客戶朋友有緊急狀況的依然可以隨時聯系對接人員。 “幸福是奮斗出來的!”是2018年最響亮的口號,我們一起奮...

-
- 企業資訊 2017年國慶中秋雙節放假安排
今年公司全體都忙翻了,小編也是,因此公眾號的維護工作拉了一大截。給個理由,就是直接服務客戶更重要不是嗎,客戶電話都塞滿耳朵了,只能冷卻了公眾號。慢慢的會將工作調整過來,和大家分享更多的信息,工藝分享。 今年這一忙就過了大半年,中秋來了,收獲的季節啊,激動!\(≧▽≦)/ 我們在節前趕緊的把事往前趕,然后放松心情好好的休假,回來又是進入全面的奮戰了! 廣州藍能電子2017年國慶中秋雙節放假安...

-
- 企業資訊 公司搬遷,地址變更!——廣州藍能電子
客戶朋友們、供應商朋友們: 大家好!承蒙大家長期以來對本公司的大力支持與配合,本公司全體員工表示由衷的感謝! 因業務發展需要和公司規模的擴大,廣州藍能電子科技有限公司于2016年12月28日起,搬遷至新的地址(具體地址附后),公司其他聯系方式,包括電話,傳真,郵箱,QQ,阿里旺旺,微信等商務聯絡方式保持不變,僅僅變更辦公地址。請知悉。 新地址:廣州市白云區西槎路671號聚龍工業區29棟70...
-
- 企業資訊 廣州藍能2017年春節假期安排
敲打鍵盤寫這個放假通知的第一感覺就是,離上次寫春節放假通知是那么近!!!2016年春節情景,還依稀在腦海。 2016年是忙碌的,全體忙碌積極的學習,改進,服務客戶,忙著進步,忙著發展,全身心投入,時間是飛逝的。 2016年點焊電源出貨量大增,長期合作客戶持續性下單;大功率中頻點焊電源需要增加,符合制造業生產往高端走,以往笨重、控制差的交流點焊機設備更新換代的需求,大功率中頻點焊電源展示的技...
-
- 企業資訊 我們的點焊機價格高嗎?
最近談崩了一個客戶,很傷心。這個客戶不是第一次合作了,還是合作了很多次的老客戶,主要是采購我們的中頻點焊機。 “怎么崩的?服務不好?” 怎么可能,我們可是做到有求必應的層次了,因為已經用了那么多臺點焊機了,各方面的配合都得上的了。我們也看到了他們將來的需求,怎敢怠慢了,而恰恰相反,服務成本去了不少,整體合作利潤并不高。對方是個規模不錯的單位,技術人員配置齊全,很多問題是可以動動手就解決的,...
- 新聞中心 -
NEWS CENTER
————
-
技術交流
-
企業資訊
-
行業資訊
-
- 技術交流 ·各種加熱電源(焊接電源)說明
我們經常會有客戶來咨詢加熱電源,焊接電源,卻有時搞不太明白客戶的用途,或者是客戶本身也不太清晰自己要的功能,只是希望實現加熱。實際上和電源的叫法有些關系,比如您在百度上搜索下高頻焊接電源,會發現感應焊的,電阻焊的都有;再看下脈沖焊接電源,發現電阻焊,氬弧焊的都有。然后就一個個的看,信息量大了解不到真正需要的。如果更準確的定義就簡單了。下面簡單說明下高頻電阻焊接電源,脈沖加熱焊接電源,脈沖氬弧焊...
-
- 技術交流 ·逆變式鎢極氬弧焊電源及其控制
鎢極氬弧焊(GTAW)被認為是“當今性能最優異的焊接工藝方法”之一。IGBT逆變電源具有寬廣的電流連續調節范圍和精度以及快速響應能力,將其與運行可靠控制功能豐富的單片機相結什,為拓展GTAW的應用提供了條件。 圖6是脈沖GTAW逆變電源(逆變式鎢極氬弧焊電源)輸出電流的實測波形。其中峰值、基值、起弧值、收弧值、脈沖頻率、占空比、爬坡時間、衰減時間等參數分別可調。 圖6 脈沖GTAW逆變電...
-
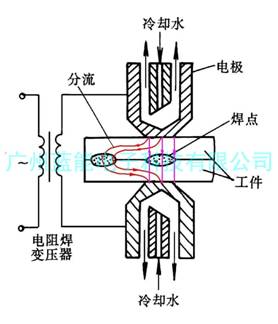
- 技術交流 ·影響點焊機熱產出的因素有哪些?
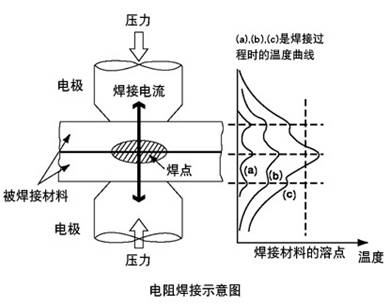
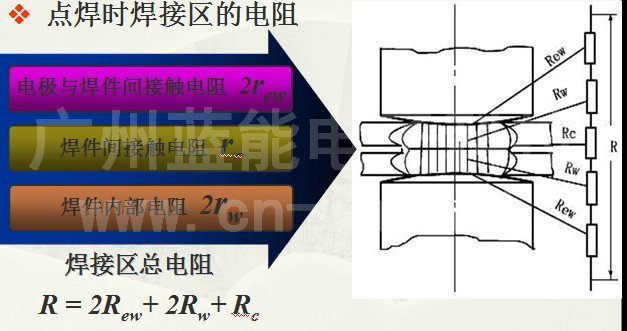
點焊機是利用電阻熱和壓力實現焊接的專業點焊技術設備,我們專業生產高頻點焊機、中頻點焊機,是產熱比較好的點焊機,電流上升快,能量集中,產熱好。高頻點焊機、中頻點焊機已經在市場中占有相當重要的地位。影響點焊機在焊接過程中的熱產出有以下因素:1、電阻: 電阻的大小直接決定著點焊機焊接過程中熔核的形成。電阻是點焊的熱源。電阻取決于工件材料的電阻率,電阻率低的能夠很好的導電,產熱慢,反之高電阻率的工件...
-
- 技術交流 ·點焊機多焊幾個點會比較牢固嗎?
在金屬焊接中,使用電阻點焊機焊接的時候,焊牢是最基本的要求,從簡單的形象上看似乎焊點越多越牢固,因此部分人會說不行就多焊幾個點,肯定牢。其實這是有偏頗的。在多點焊接時,焊點間距是有要求的,越接近這個要求,多個焊點就越牢固。如果焊點間距不符合要求可能會適得其反,焊點越多、間距沒規律越不標準越難保障牢固度,焊點的質量會變得更差也是可能的。 造成這種問題的主要原因就是焊點的分流現象。點距過小時易產...
-
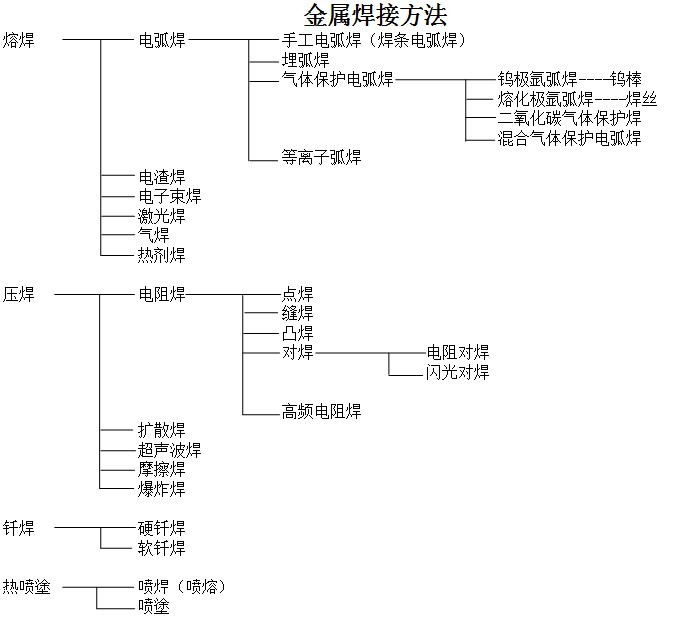
- 技術交流 ·金屬焊接的方式都有哪些?
經常遇到一些客戶,因為焊接產品結構比較多,焊接部件比較復雜,比如同時需要焊線和線,又需要焊線和片,既有薄的部件,比如在0.5以下,又有厚的,比如2.0以上的,在選擇焊接設備,焊接設備的流水線使用配合上總是要事先考慮的。那么應該先清晰以下金屬焊接的方式都有哪些?再結合如下幾個方面來選擇焊接設備: (1)焊接工件材料,形狀結構; (2)焊接效果要求,包括品質要求; (3)工作條件和節能要求;...

-
- 技術交流 ·電池點焊機用什么電極?
電池組連接片焊接、鋰電池鎳帶焊接一般都采用單面雙點焊點焊機焊接(雙針焊接)。 連接片的材料有純鎳片、鋼帶鍍鎳等。在焊接中,電極材料如果沒有選對,電池點焊機很容易發生“粘電極”現象或者“飛濺”比較嚴重。 現在電池點焊機電極(雙針焊接)材料一般都采用氧化鋁銅。氧化鋁銅又稱為彌散銅, 該復合材料是用12-25 納米極細小A1203 微粒強化銅的基體,使該材料具有高強度、高硬度、高導電性及高軟化...
-
- 技術交流 ·電阻焊電源在細小金屬絲對焊中的應用體會
由于電阻對焊的優點:接頭光滑,毛刺小,焊接過程簡單,在很多細小的金屬絲對焊中,都希望可以通過電阻對焊設備來實現。 比如在照明燈具上廣泛應用的可伐絲對焊。最近幾年由于飛利浦照明產品的升級,在產品焊接上要求可伐絲材料更硬,焊點大小要求更為嚴格,不能超出線徑等,給可伐絲的對焊設備(自動點焊機)帶來新的挑戰與機遇。可伐絲傳統的對焊,包括線徑1mm以下的其他材料金屬絲的對焊幾乎都采用拉弧焊。拉弧焊是一...
-
- 技術交流 ·我司點焊機安裝調試步驟
正確安裝調試點焊機,讓工作更順心順意。安裝調試 ① 將電源安裝在合適的位置,保證平穩、安全、通風和符合環境要求。 ② 將變壓器箱和機頭連接好、變壓器箱與電源控制箱連接好,連接電磁氣閥控制線、啟動控制線和其它必要的控制線,并確保接線正確; ③ 連接氣源、水源(機頭水冷時)和電源,確保連接正確; ④ 打開電源,進行參數組選擇、檢查參數和修改參數; ⑤ 將RDY/SCH...
-
- 技術交流 ·電極壓力對點焊機焊接頭性能的影響
電極壓力也是點焊的重要參數之一。電極壓力過大或過小都會使焊點承載能力降低和分散性變大,尤其對拉伸載荷影響更甚。當電極壓力過小時,由于焊接區金屬的塑性變形范圍及變形程度不足,造成因電流密度過大而引起加熱速度大于塑性環擴展速度,從而產生嚴重噴濺。這不僅使熔核形狀和尺寸發生變化,而且污染環境和不安全,這是絕對不允許的。電極壓力大將使焊接區接觸面積增大,總電阻和電流密度均減小,焊接區散熱增加,因此熔核...
-
- 技術交流 ·焊接時間對點焊機焊接接頭性能的影響
電阻焊時每一個焊接循環中,自焊接電流接通到停止的持續時間,稱焊接接通時間,簡稱焊接時間。 焊接時間對焊接接頭性能的影響與焊接電流相類似,如圖1。但應注意兩點: ①C點以后曲線并不立即下降,這是因為盡管熔核尺寸已達飽和,但塑性環還可有一定擴大,再加之熱源加熱速率較和緩,因而一般不會產生噴濺; ②焊接時間對代表接頭塑性指標的延性比影響較大,因此,對于承受動載或有脆性傾向的金屬材料(可淬硬鋼、...








-
聯系我們
-
售后服務
聯系地址
廣州市白云區西槎路671號聚龍工業區29棟7樓
固定電話
020-34154005
移動電話/微信
13922491768
電子郵件
sales01@cn-ln.net





微信掃碼咨詢
抖音掃碼關注
視頻號掃碼關注
公眾號掃碼關注
廣州藍能智能裝備股份有限公司
020-34154005 / 34252975
傳真:020-34154005
QQ:459359414,2295546976
郵箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
網址:www.btfsc.cn
公眾微信號: cnlndz
地址:廣州市白云區西槎路671號聚龍工業區29棟7樓

掃一掃保存聯系方式